Case study
End Mills
Custom 3-Flute Roughing End Mills (Before Coating)
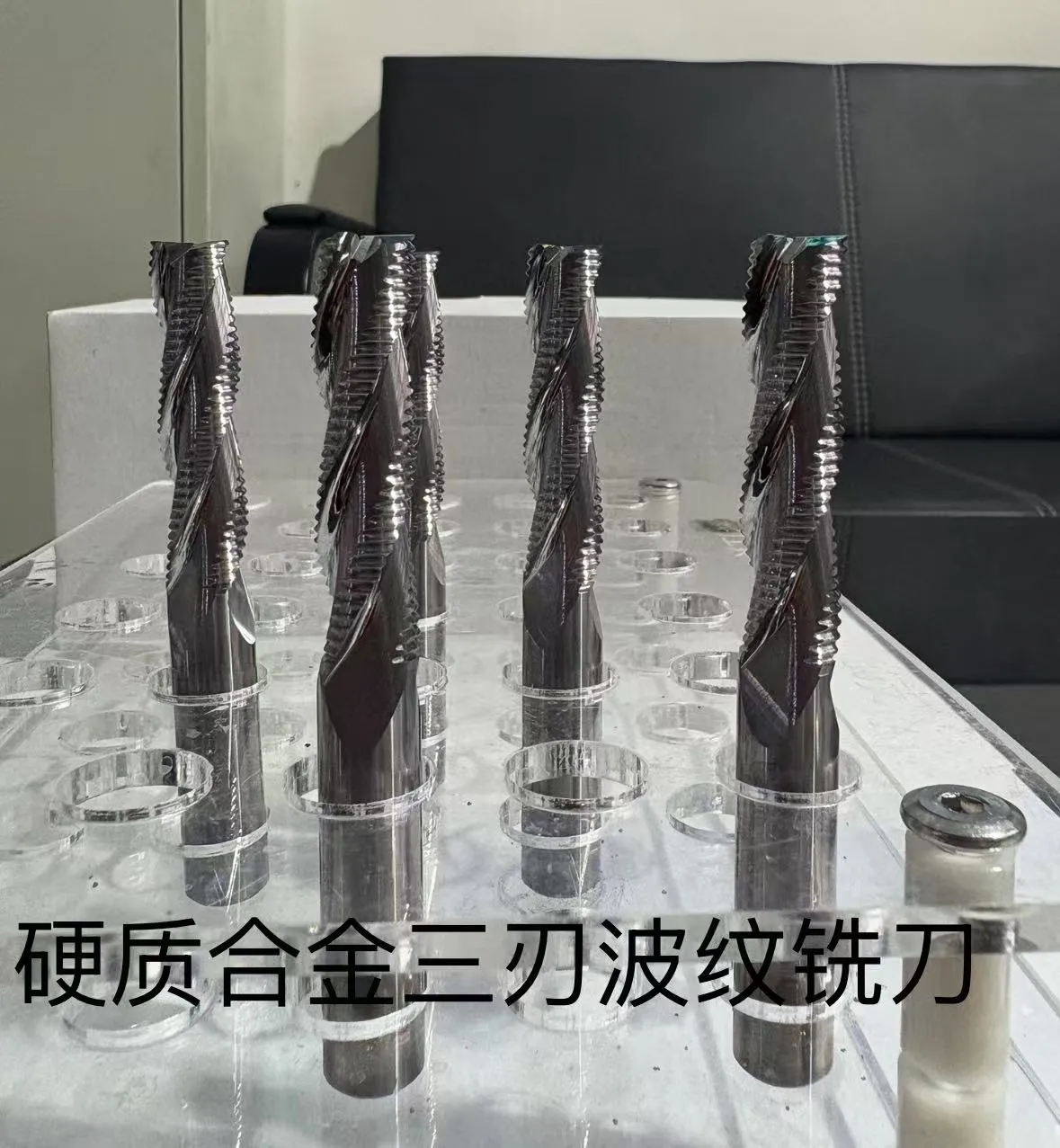
Roughing end mills are built for material removal rate: chip-splitting edges, open flute space, and geometry that resists overload when feed per tooth is pushed. A three-flute design is a common choice when the customer needs more edges in contact than a two-flute for stability, but more chip pocket than a four-flute in tough alloys — especially for slotting and rough adaptive tool paths in steel and stainless.
This case documents customised solid carbide roughing end mills with three flutes produced for a specific machining programme. Diameter, corner style, length of cut, and shank are matched to the customer’s holder, spindle power, and CAM strategy. The photograph was taken on our shop floor after precision grinding and inspection, immediately before PVD or other coating: at this point the carbide is in its “raw” ground state so engineers can verify flute form and cutting edges without colour from coating.
Coating selection follows the material and failure mode: AlTiN-family stacks for steels, alternatives for stainless or high-temperature alloys, each applied only after dimensions are approved. Edge preparation is tuned for roughing — strong enough to survive interrupted cuts and entry shock, while still clearing chips efficiently.
Custom roughing tools make sense when catalogue geometries cannot match your depth-of-cut envelope, corner radius, or chip-load targets. Send workpiece material and hardness, target removal rate or cycle time, machine type (BT / HSK / shrink), and coolant availability — we can engineer a three-flute or alternate flute-count roughing end mill from Changzhou with the profile and coating aligned to your line.
Custom tooling
Discuss your next custom tool
Send drawings, material, and target cycle time. Our application team typically responds within one business day with feasibility feedback and next steps.