Application Engineering
Custom Tooling Real Cases
Documented projects from our factory and application team — Drills, End Mills, Reamers, and Special Cutters. Use the filters below to narrow by product type.
Need a similar custom solution?
Share your drawing and material — we'll assess feasibility and reply with next steps.
Drills
1 mm Coolant-Through Drill: Micro-Bore Engineering at the Limit
At 1 mm diameter, routing high-pressure coolant through the tool body pushes carbide grinding, straightness, and sealing to the physical limit — a capability only a handful of factories worldwide can ship repeatably.
Read case study
Drills
400 mm Overall Length: Coolant-Through Solid Carbide Drills
Delivering a straight, sealed coolant channel down a 400 mm solid carbide body pushes grinding, gun-drilling, and inspection to the limit — a specification only a small number of global plants can execute in volume without runout or leakage failures.
Read case study
Drills
22 mm Diameter Solid Carbide Drills: High-Precision at Large Scale
Large-diameter drilling amplifies runout, thermal drift, and entry/exit shock. This 22 mm solid carbide drill case shows how we keep geometry stable to deliver accurate hole results despite the higher cutting forces of big diameters.
Read case study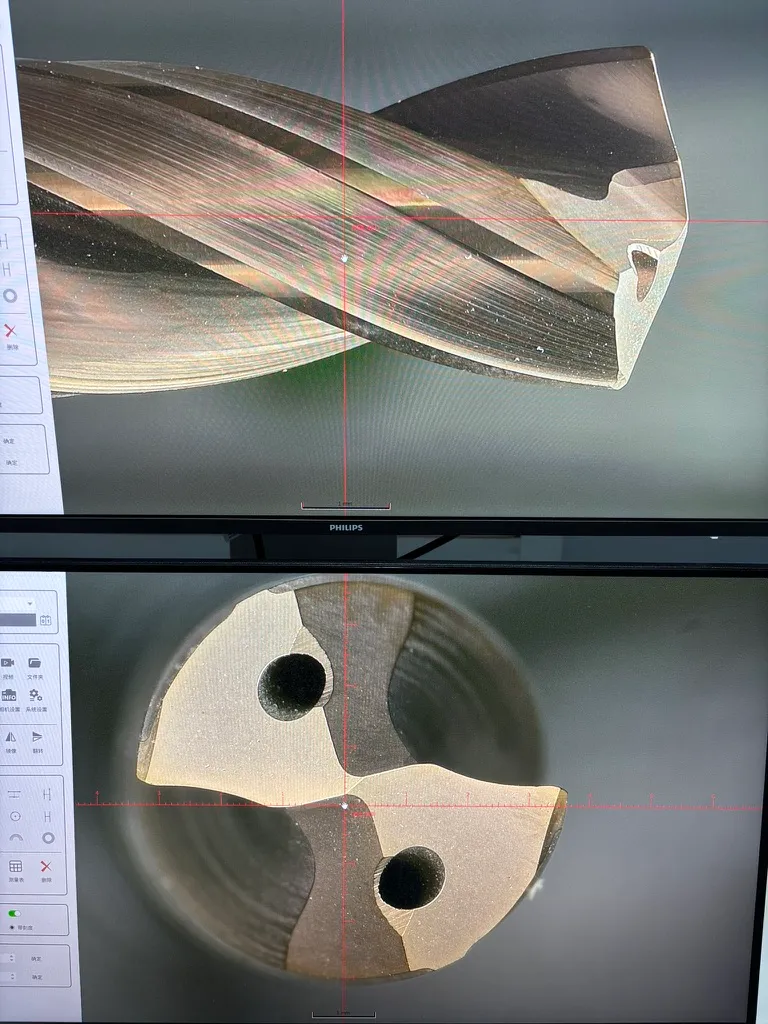
Drills
Double-Margin Coolant-Through Drills with TiSiN Coating
A double-margin lip layout guides the drill in the hole, supports the cutting edge under load, and pairs with through-tool coolant and TiSiN for cooler cuts and more predictable hole quality than single-margin designs in demanding materials.
Read case study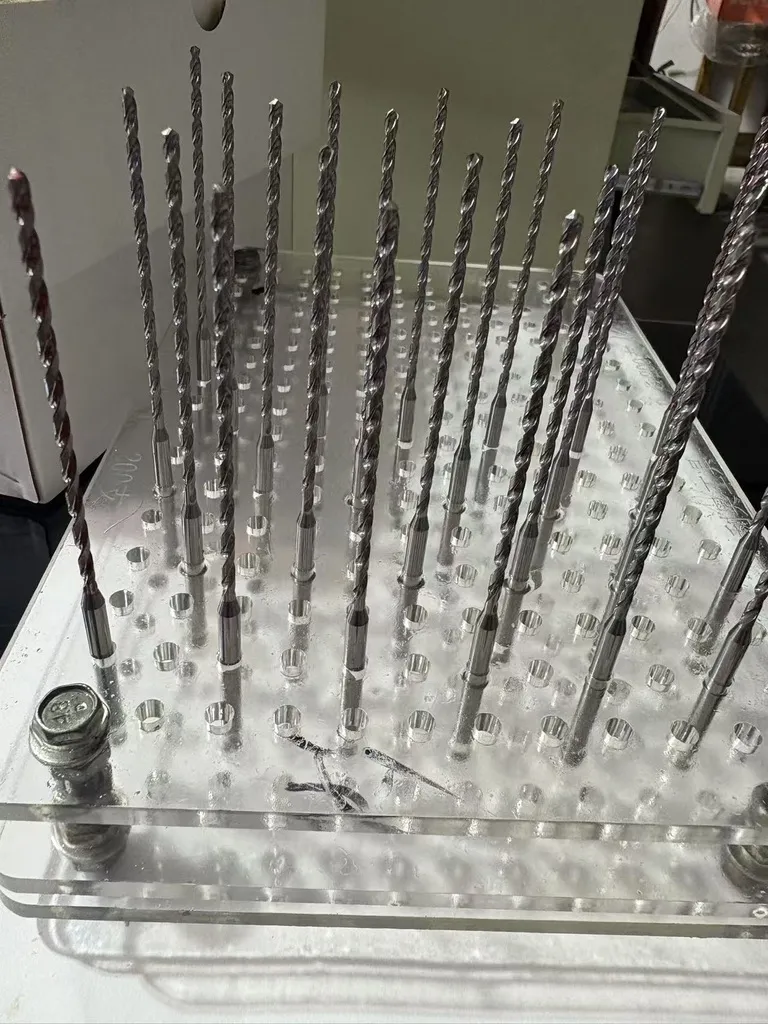
Drills
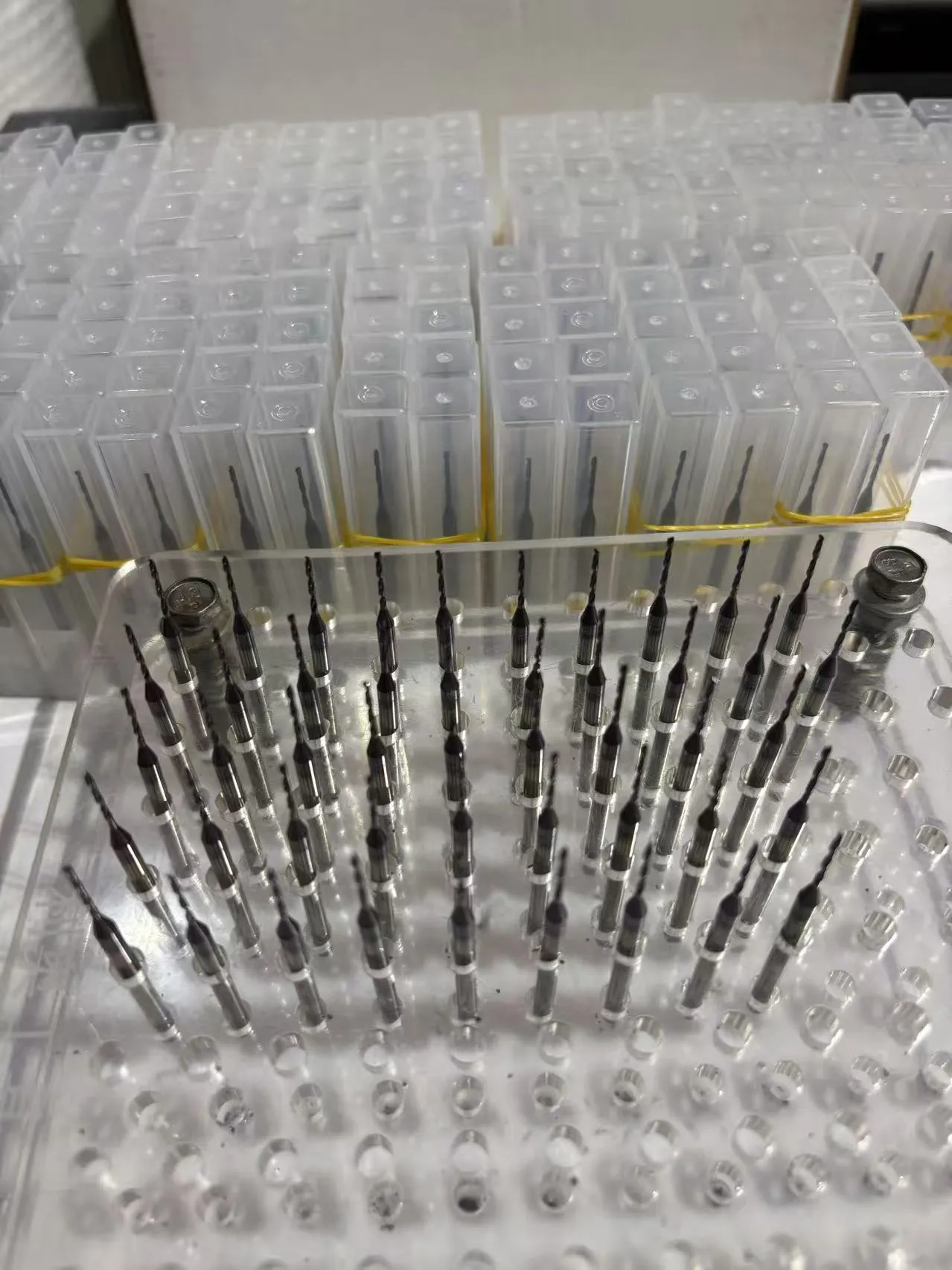
Workshop Snapshot: Micro-Diameter, Deep Coolant-Through Drills (Before Coating)
This photograph was taken inside our Changzhou plant: micro-diameter bodies with very long flute length for deep-hole work, coolant-through construction, shown before coating — a class of tool that exposes every weakness in blank quality, bore straightness, and flute grinding.
Read case study
Drills
Straight Flute Stepped Solid Carbide Drills: Multiple Diameters in One Setup
A stepped geometry drill reduces re-positioning and tool changes by machining multiple diameter holes in one setup. Straight flutes support efficient chip evacuation and stable cutting for repeatable step-to-step accuracy.
Read case study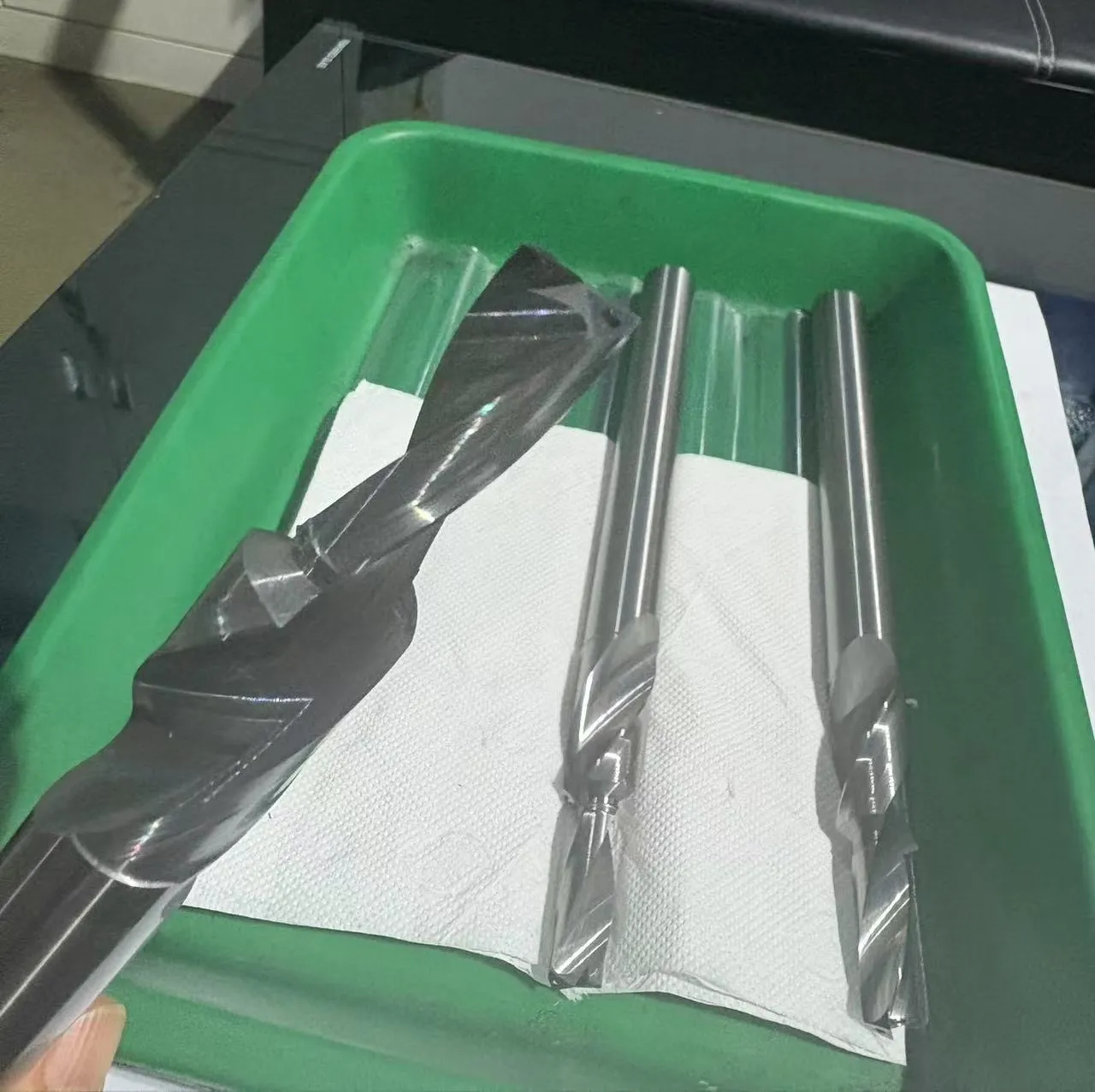
Drills
Workshop Photo: Flat Bottom Stepped Coolant-Through Carbide Drills (Before Coating)
Flat-bottom hole features demand stable guidance and a controlled cutting zone so the bottom stays truly flat and each step remains consistent. This workshop photo shows our stepped geometry with coolant inside before any coating is applied.
Read case study
Drills
High-Performance Three-Point Flat Bottom Carbide Drills
A three-point flat bottom drill with self-centering brad point and outer spurs for clean, burr-free hole entrances. 180-degree flat bottom geometry delivers a nearly perfect flat base for blind holes and counterboring.
Read case study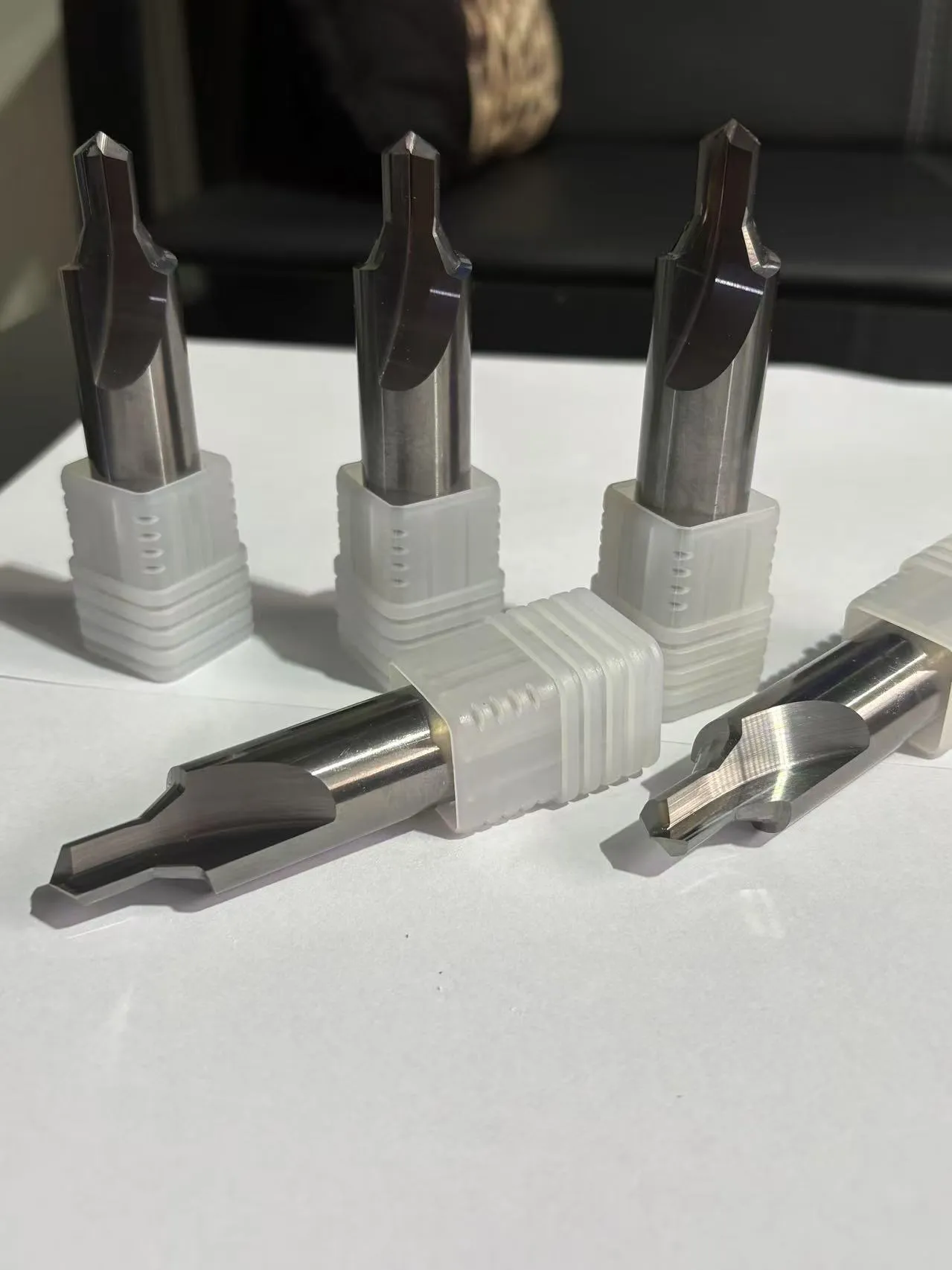
Drills
20 mm Forming Drills: Precision Built for Production Efficiency
A 20 mm forming drill is engineered to enlarge and shape holes with controlled geometry. The forming profile improves accuracy and repeatability while reducing secondary operations in production.
Read case study
End Mills
ZrN Solid Carbide End Mills: High-Speed Slotting & Profiling
Zirconium nitride (ZrN) on a precision-ground solid carbide body lets shops push surface speed in aluminum and non-ferrous alloys while controlling built-up edge — ideal for high-speed slotting, profiling, and finishing passes where thermal stability drives tool life.
Read case study
End Mills
Mould Industry: Custom Carbide Ball End Mills for Precision & Life
Mould shops need ball end mills that hold true radius and surface finish in 3D cavities, resist chipping in hardened P20 or H13, and survive long finishing programmes — this custom line targets precision, strength, and metre-after-metre life.
Read case study
End Mills
Graphite Machining: Diamond-Coated Solid Carbide End Mills
Graphite is aggressively abrasive: standard carbide wears quickly and changes part geometry. A diamond-family coating on a precision-ground solid carbide body cuts wear rates dramatically so shops finish electrodes and graphite structural parts with fewer tool changes and more predictable dimensions.
Read case study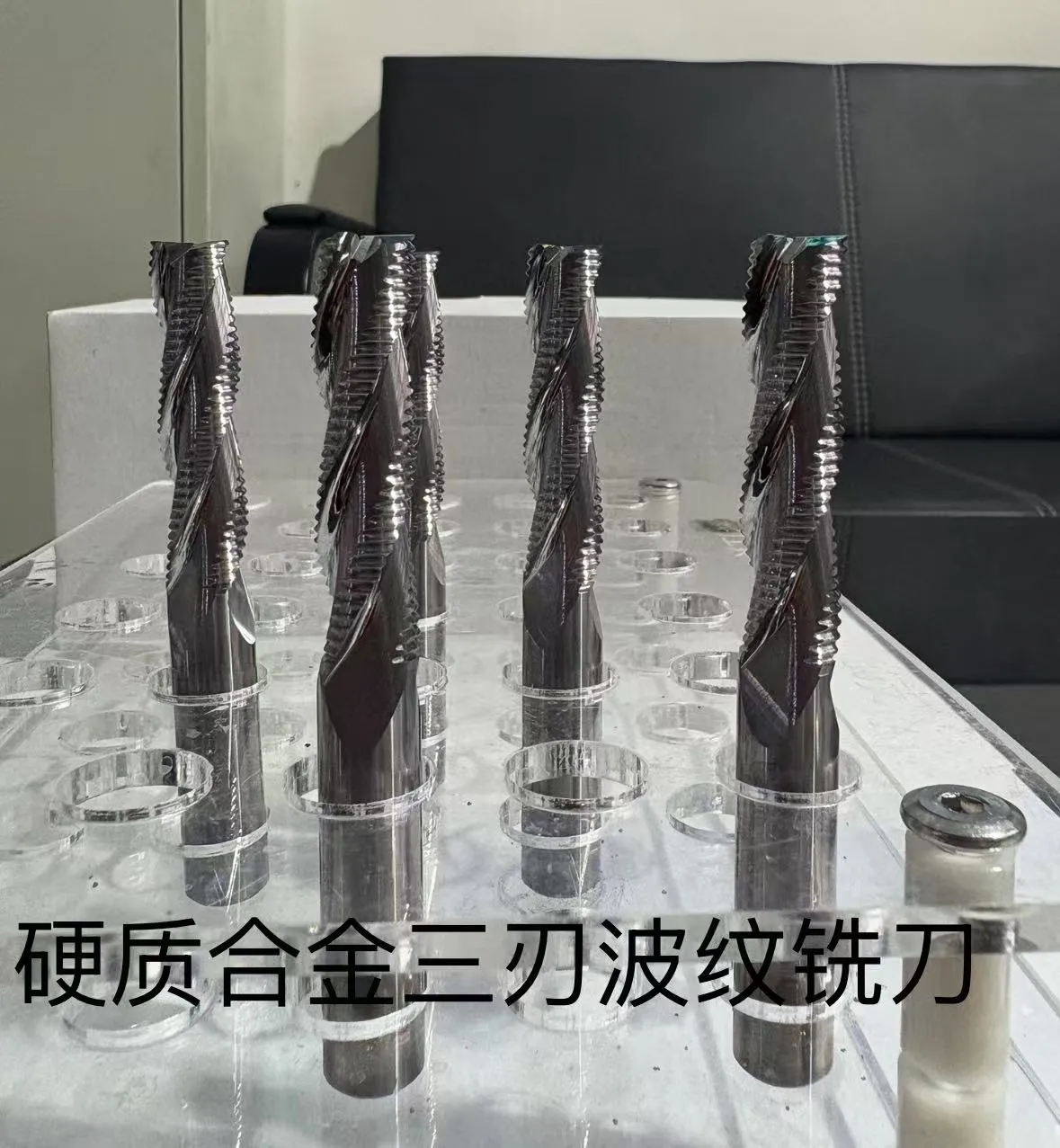
End Mills
Custom 3-Flute Roughing End Mills (Before Coating)
Three-flute roughing end mills balance chip volume and stability for aggressive slotting and adaptive roughing. This batch was photographed in our workshop after grinding, before coating — the stage where profile, flute shape, and edge condition are fully defined for your custom programme.
Read case study
Special Cutters
T-Slot & Keyseat Cutters: Solid Carbide Special Form End Mills
T-slots and keyseats need a true profile tool: a square or ball end mill cannot generate the undercut geometry in one pass. These solid carbide special cutters are ground for accurate width, depth, and corner radii where fixture access and tool strength both matter.
Read case study
Special Cutters
Workshop: Coolant-Through T-Slot & Keyseat Cutters Before Coating
These custom profile cutters include through-shank coolant delivery to the cutting zone — a valuable option in deep or full-width T-slot passes. The photograph was taken on our shop floor after precision grinding and inspection, immediately before coating.
Read case study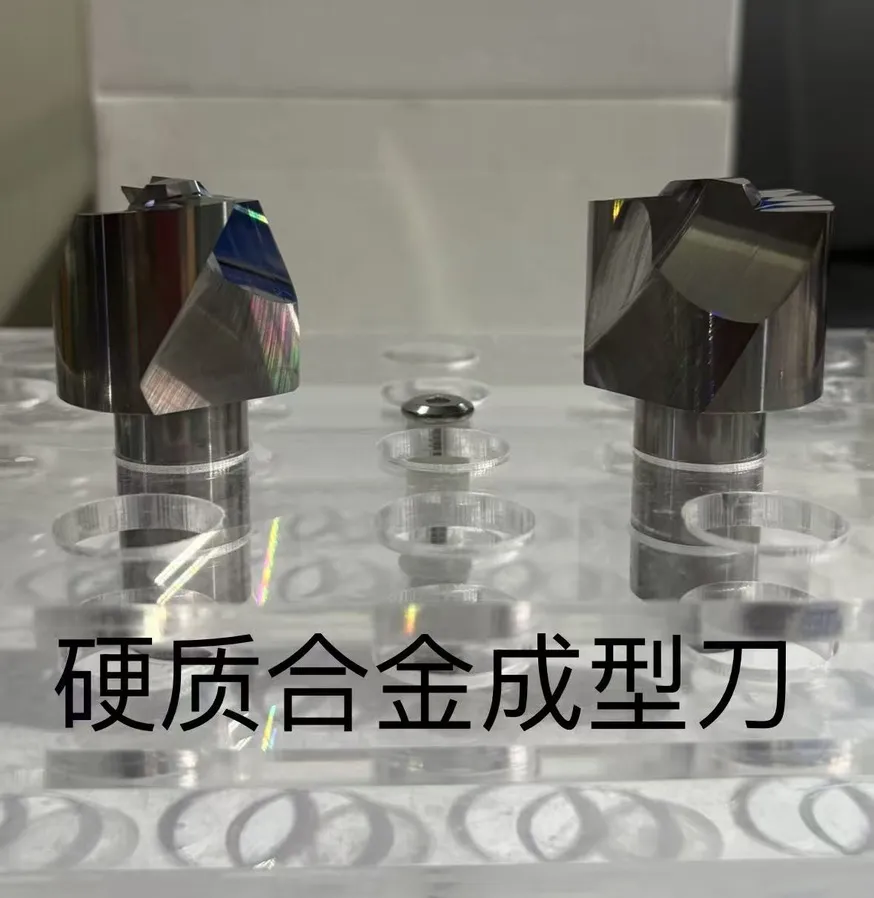
Special Cutters
Specialized Custom Forming Carbide End Mills
When the feature is not a square shoulder or a ball sweep — undercuts, compound radii, seal grooves, or blended walls — a forming end mill is ground to match the part profile. This case highlights how we develop custom carbide form tools for special machining programmes.
Read case study
Special Cutters
Stepped Forming End Mills: Custom Profile for Production Accuracy
A stepped forming end mill is engineered when a feature cannot be finished accurately with square shoulders or ball sweeps. The stepped profile controls geometry in one tool pass, reducing operations and improving repeatability.
Read case study
Special Cutters
Christmas Tree Milling Cutter: Solid Carbide Profile End Mill for Fir-Tree Slots
Christmas tree cutters are designed for precise, multi-step fir-tree slot machining. The stepped, tapered profile supports symmetry in single-pass production, with grinding and inspection aimed at sub-micron class accuracy for critical turbine joints.
Read case study
Reamers
Necked Solid Carbide Reamers: H7 & Ra 1.6 µm Performance
Custom necked solid carbide reamers ground for deep or obstructed bores — shown before PVD. Customer programmes target ISO H7 and Ra 1.6 µm hole quality with tool life in the same class as leading German reamer lines.
Read case study
Reamers
D6×20×80 Solid Carbide Reamer: H7 Tolerance, Ra 1.6 µm Finish
A standard solid carbide reamer designed to hold H7-class diameter and achieve a smooth Ra 1.6 µm bore finish — with stable guidance for repeatable production hole results.
Read case study