Case study
Drills
Workshop Photo: Flat Bottom Stepped Coolant-Through Carbide Drills (Before Coating)
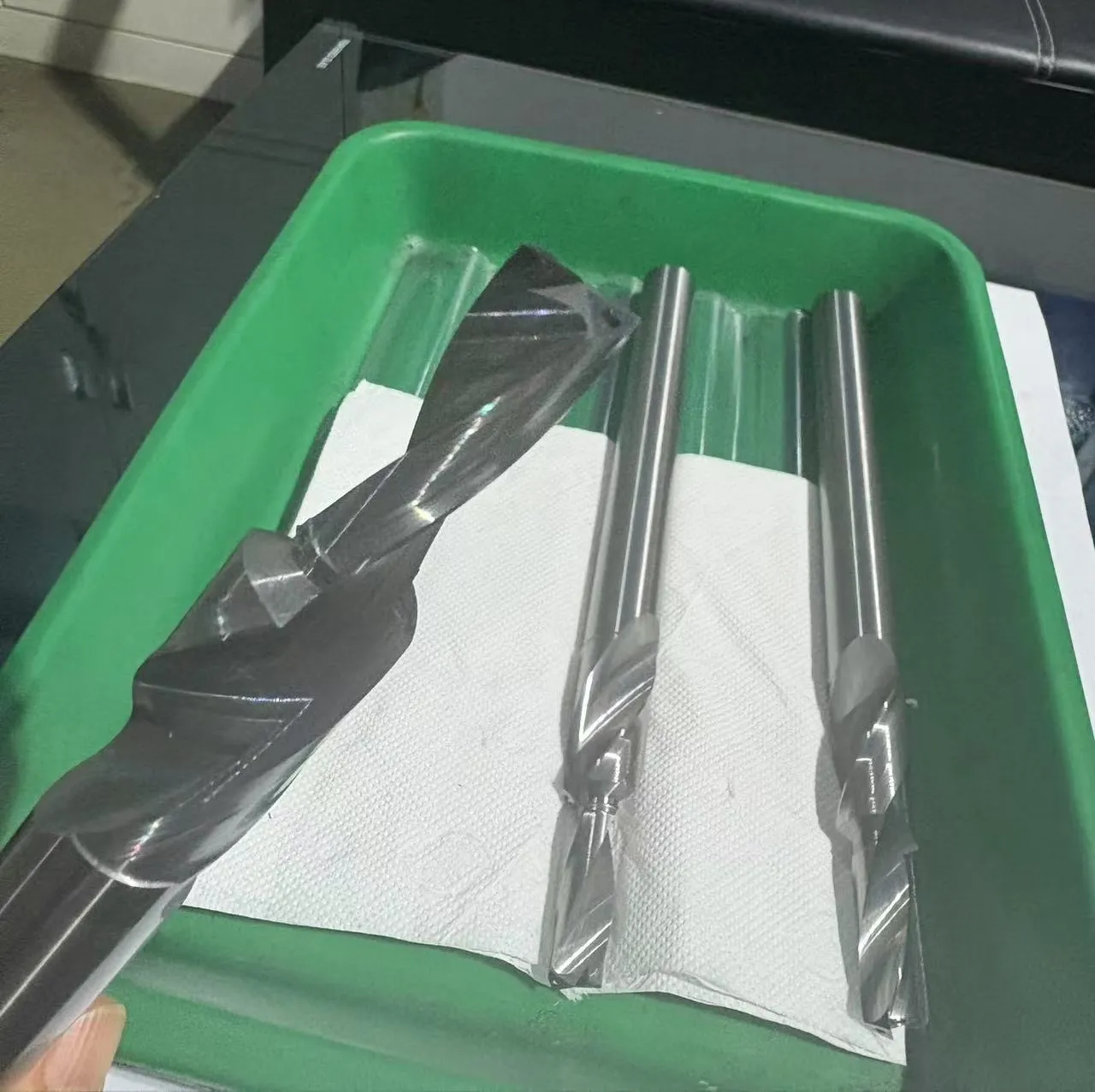
This workshop photograph shows our custom solid carbide flat-bottom stepped drills with coolant inside, captured before coating. At this stage the raw ground geometry defines the final hole shape: the stepped transitions, the flat-bottom working area, and the clearance behaviour around the pilot section.
Flat-bottom accuracy is sensitive to multiple factors. If the tool does not guide consistently during entry, the bottom can become uneven. If chips are not evacuated effectively, heat and re-cutting can dull the edge faster and also distort the step-to-step geometry. For production holes, even small deviations turn into rework or longer finishing cycles.
Stepped drill design improves machining efficiency and repeatability. The geometry helps locate the tool consistently and reduces the need for frequent repositioning when producing multiple diameters or step features. That leads to more stable cutting engagement and better bottom flatness across a batch of parts.
Coolant inside supports chip evacuation and temperature control in demanding drilling programmes. In deeper features and full-width pockets, through-coolant flow helps remove chips from the cutting zone instead of letting them pack, which improves tool stability and helps maintain hole quality as drilling progresses.
Coating is applied only after dimensional checks and inspection approvals. Until then, the natural carbide surface you see in the photograph reflects the ground state — the stage where we verify profile, flute form, and the stepped working surfaces that ultimately control final hole results.
If your drawing requires flat-bottom hole geometry with stepped features and internal coolant performance, send diameter, depth or flute length requirement, material and hardness, and coolant pressure available at the machine. We will propose the right stepped coolant-through drill configuration from our range or engineer a custom variant for your programme.
Custom tooling
Discuss your next custom tool
Send drawings, material, and target cycle time. Our application team typically responds within one business day with feasibility feedback and next steps.