Case study
Drills
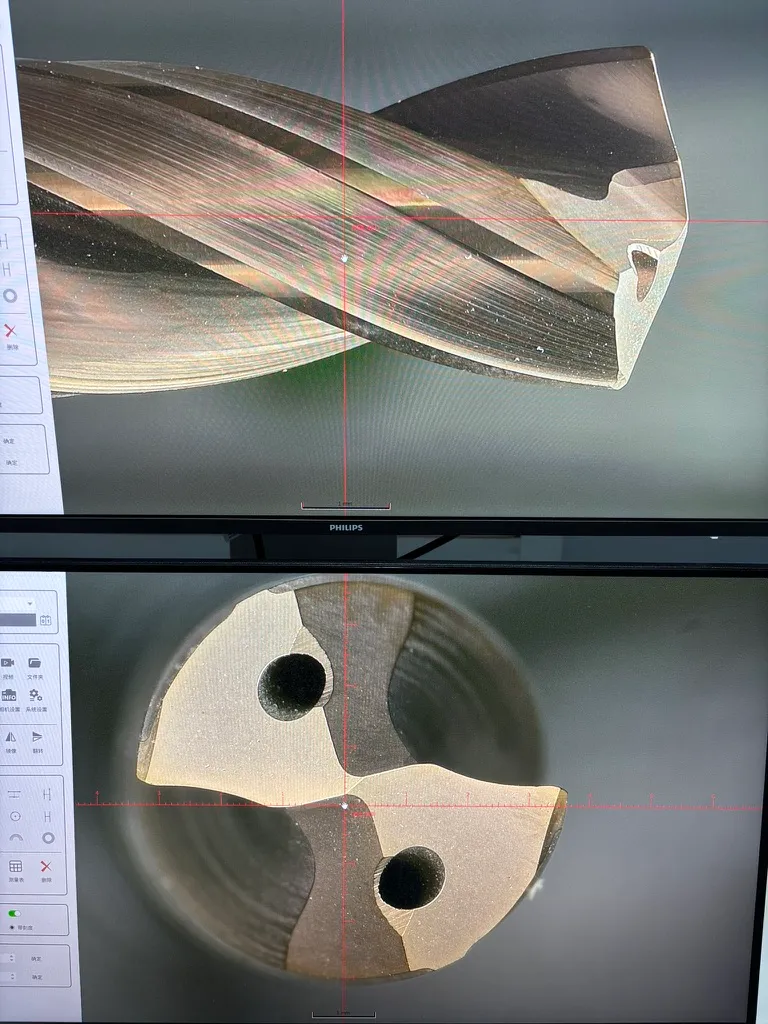
Double-Margin Coolant-Through Drills with TiSiN Coating
In production drilling, hole quality is rarely “only” about diameter: runout, bell-mouthing, burr at exit, and mid-hole chatter all trace back to how the tool guides itself after the point enters the workpiece. A double-margin geometry adds a second stabilising land behind the primary cutting edge so the drill tracks truer in the cut, resists side deflection when engagement varies, and burns less energy fighting self-induced vibration — especially in alloy steels and stainless where work-hardening makes the cut fight back.
Compared with a conventional single-margin drill, the double-margin profile increases the supported length of the cutting lip in contact with the hole wall: that improves roundness and positional repeatability on deep holes, and it helps maintain consistent chip thickness so heat and edge load stay more even from entry to breakthrough. For lines that drill stacks, castings, or plates where perpendicularity matters, that stability often shows up as fewer rejects and less reaming or boring rework.
This case features our coolant-through solid carbide drills with double-margin design and TiSiN coating. Internal coolant delivers pressure to the cutting zone for chip flushing and temperature control — critical when chips pack in deep holes or when peck cycles would otherwise dominate cycle time. TiSiN adds hot hardness and oxidation resistance suited to many steel and stainless applications, so the margins and point stay effective longer between regrinds or tool changes.
Together, double margin + through-coolant + TiSiN targets the same failure modes shops see every day: overheated edges, welded chips, and wandering holes. If your prints specify tight GD&T on drilled features, send diameter, depth, material, coolant pressure, and machine constraints — we can match a double-margin coolant-through drill from our range or engineer a custom geometry for your spindle and holder.
Custom tooling
Discuss your next custom tool
Send drawings, material, and target cycle time. Our application team typically responds within one business day with feasibility feedback and next steps.