Walter Ewag AG
Walter CNC-Schleifmaschinen
Hochpräzise Schleifzentren für komplexe Hartmetallgeometrien.
Hartmetall-Bohrer
Hochleistungsbohren für Genauigkeit und Effizienz. Deutsche Geometrie, Balzers-Beschichtungen, Walter-CNC-Schleiftechnik, ZOLLER-Messung.
Hochpräzise Schleifzentren für komplexe Hartmetallgeometrien.
Mehrachsschliff für wiederholbare Großserienqualität.
Werkzeugmessung und Prüfung mit Mikrometer-Genauigkeit pro Charge.
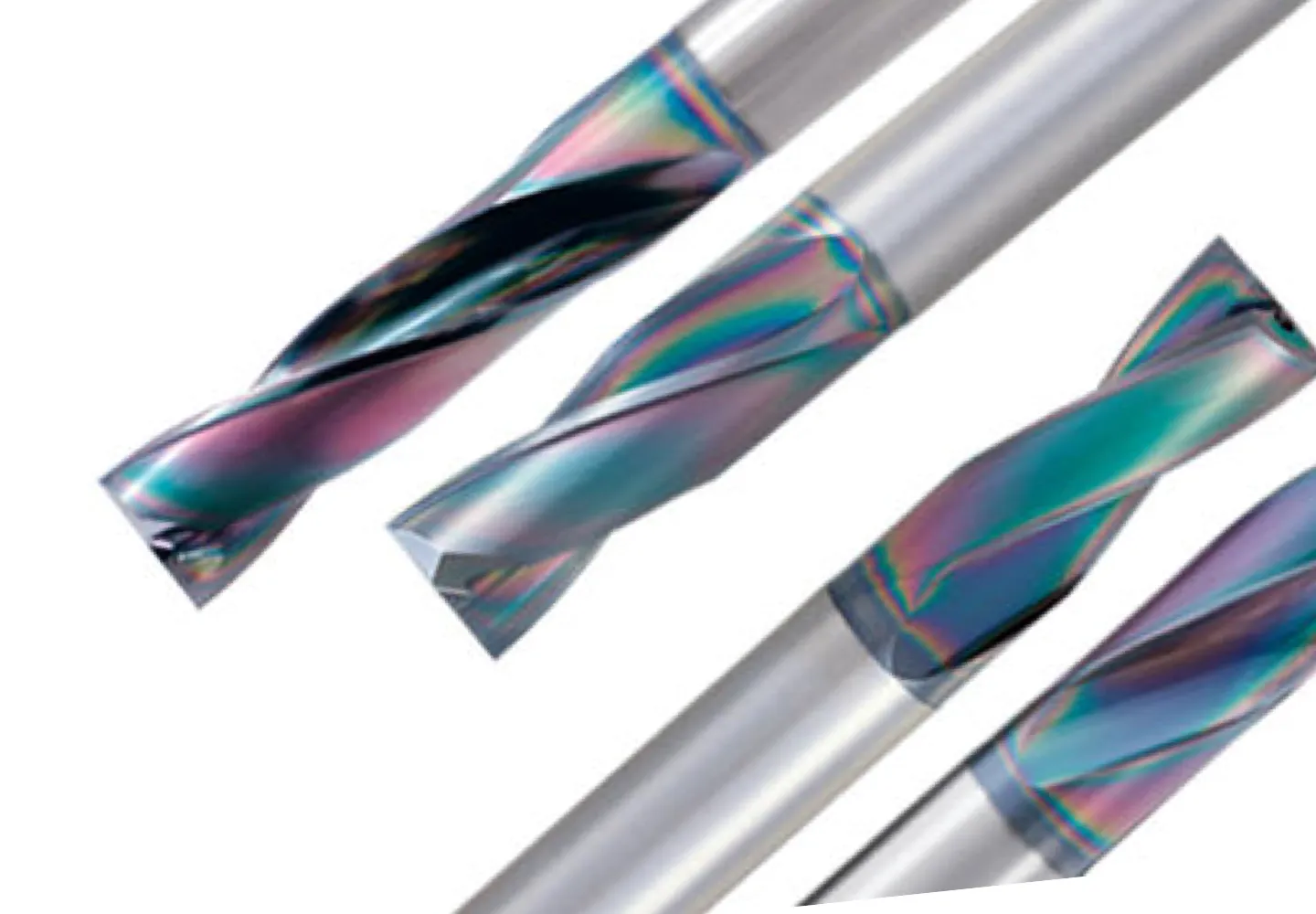
PVD-Beschichtungen in Schweizer Qualität für anspruchsvolle Anwendungen.
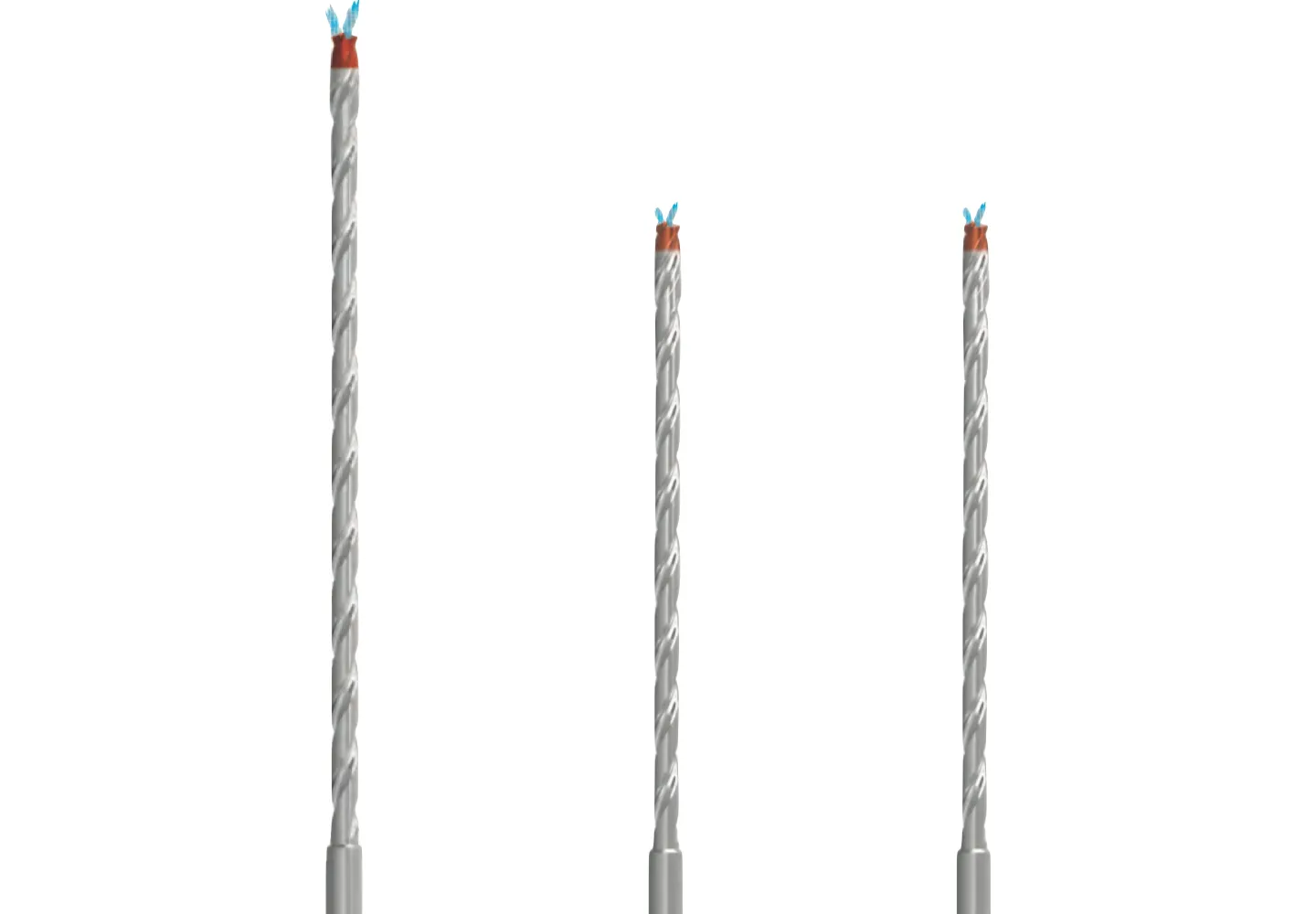


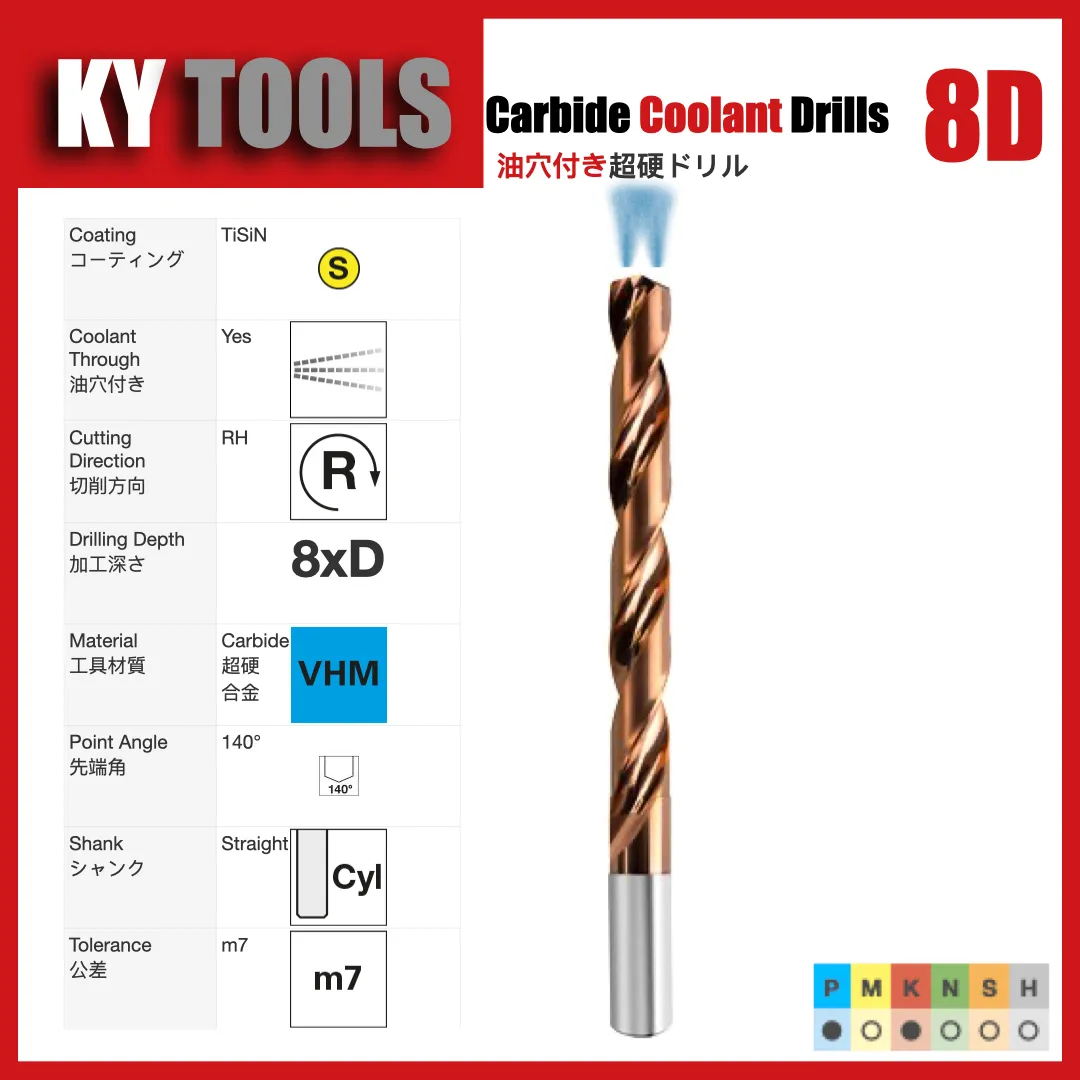



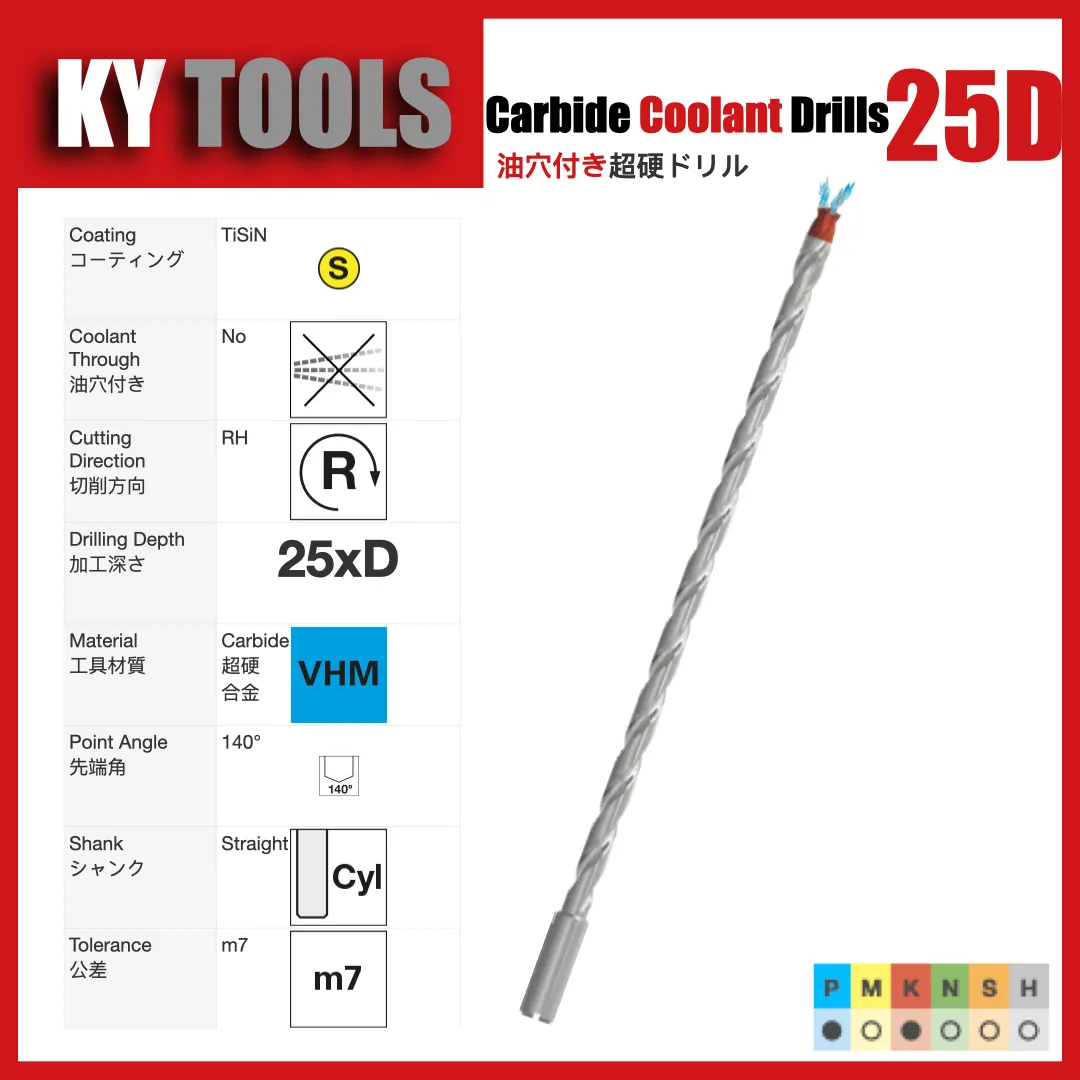
Innenkühlung für Wärmemanagement und Spanabtransport
Vollhartmetall-Bohrer mit Innenkühlkanälen nach bewährter deutscher Geometrie. Tiefenverhältnisse von 3D bis 25D für Tiefbohrungen in anspruchsvollen Werkstoffen.
| Tiefenverhältnis | 3D · 5D · 8D · 12D · 15D · 20D · 25D |
| Durchmesserbereich | 3–20 mm |
| Bohrtoleranz | −0,010 bis −0,000 mm |
| Härte Hartmetall | HRA 92,5+ |
| Spitzengeometrie | 140° / Sonder |
| Beschichtung | TiSiN / BALINIT PERTURA |


Steif, präzise — gleichbleibende Bohrqualität
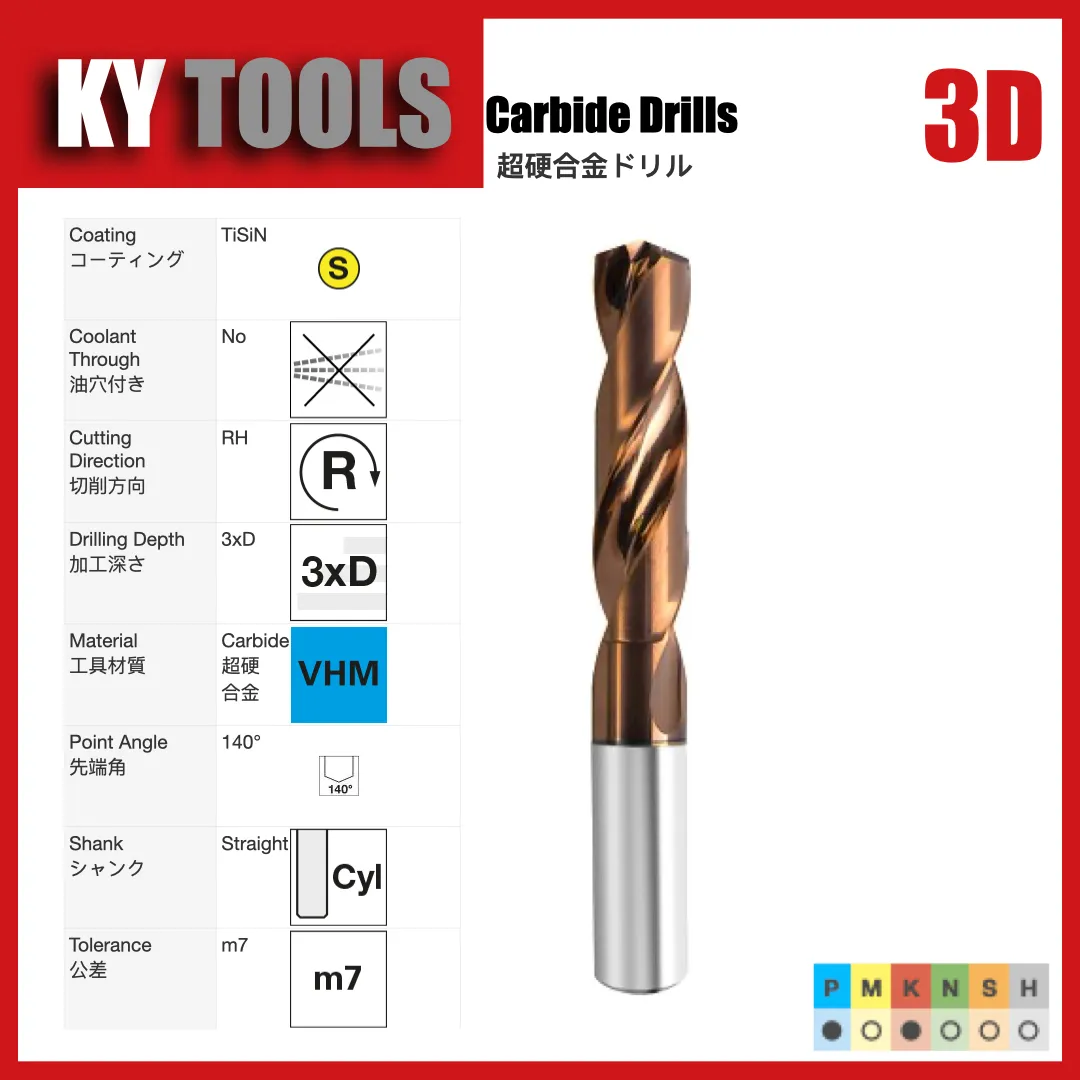
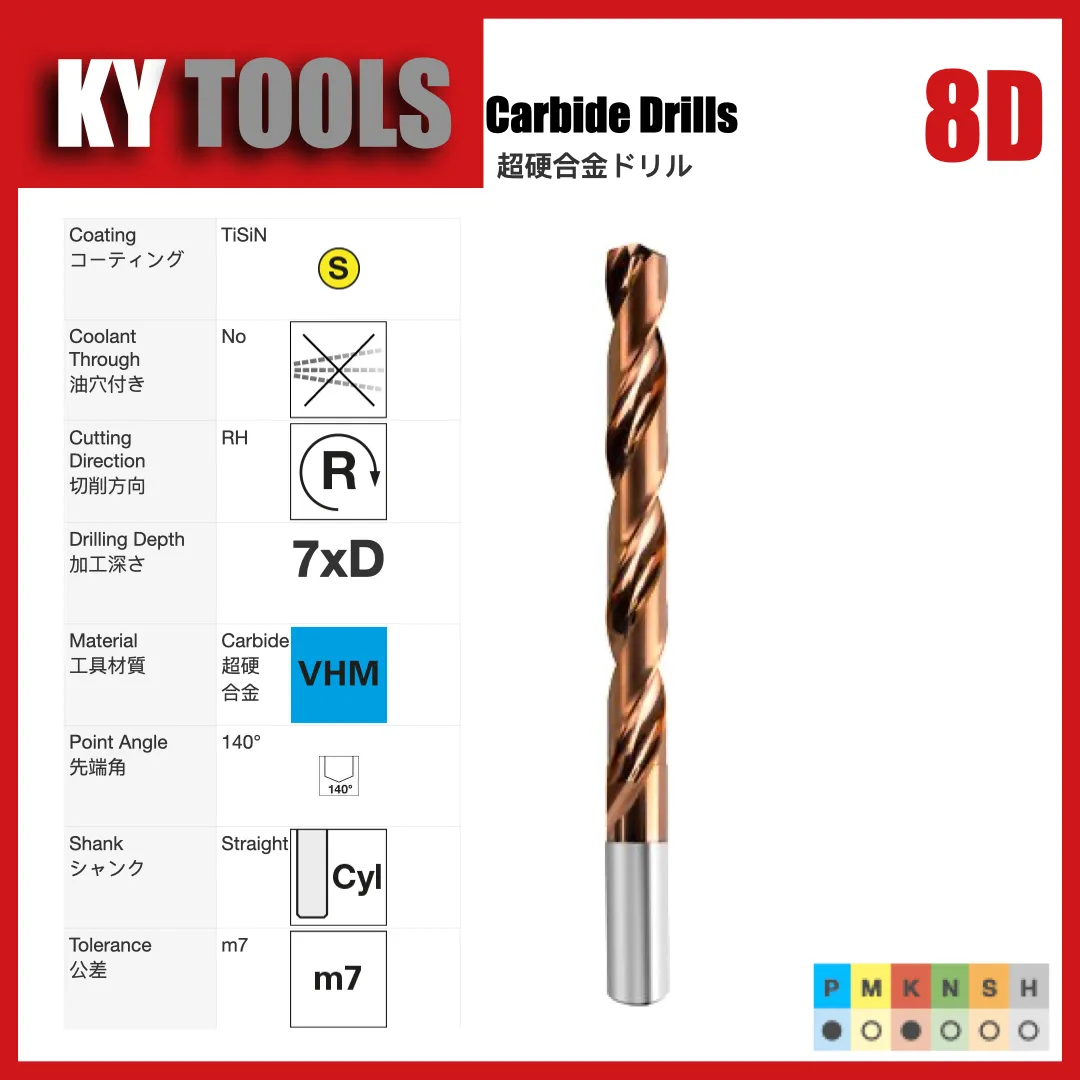
Kosteneffektive Alternative zu Sandvik / Gühring / Walter. Mehrere Spitzengeometrien, beschichtet und unbeschichtet für die allgemeine Präzisionsbearbeitung.
| Tiefenverhältnis | 3D · 5D · 8D |
| Durchmesserbereich | 0,5–25 mm |
| Bohrtoleranz | −0,010 bis −0,000 mm |
| Härte Hartmetall | HRA 92,5+ |
| Spitzengeometrie | 140° / Sonder |
| Beschichtung | TiSiN / BALINIT |









Flexible Konfiguration, schnelle Wechsel, Kostenkontrolle
Wechselplatten-Modulsystem für Großserien. Mehrere Durchmesserbereiche mit schnellem Einrichten — weniger Stillstand und Werkzeugkosten.
| Systemtyp | Wechselplatte |
| Tiefenverhältnis | 3D · 5D |
| Durchmesserbereich | 12–50 mm |
| Schafttyp | Zylinder / HSK |
| Radialversatz | < 0,005 mm |
| Plattenwerkstoff | Vollhartmetall |


Mehrere Durchmesserstufen in einem Werkzeug
Hartmetall-Stufenbohrer — mehrere Bearbeitungen in einem Hub. Weniger Werkzeugwechsel und kürzere Zyklen bei Mehrfachdurchmessern.
| Stufen | 2–4 pro Werkzeug |
| Durchmesserbereich | 3–30 mm |
| Toleranz | H7 / H8 |
| Beschichtung | TiAlN / TiSiN |
| Spitzenwinkel | 118° / 140° |
| Werkstoff | Vollhartmetall |


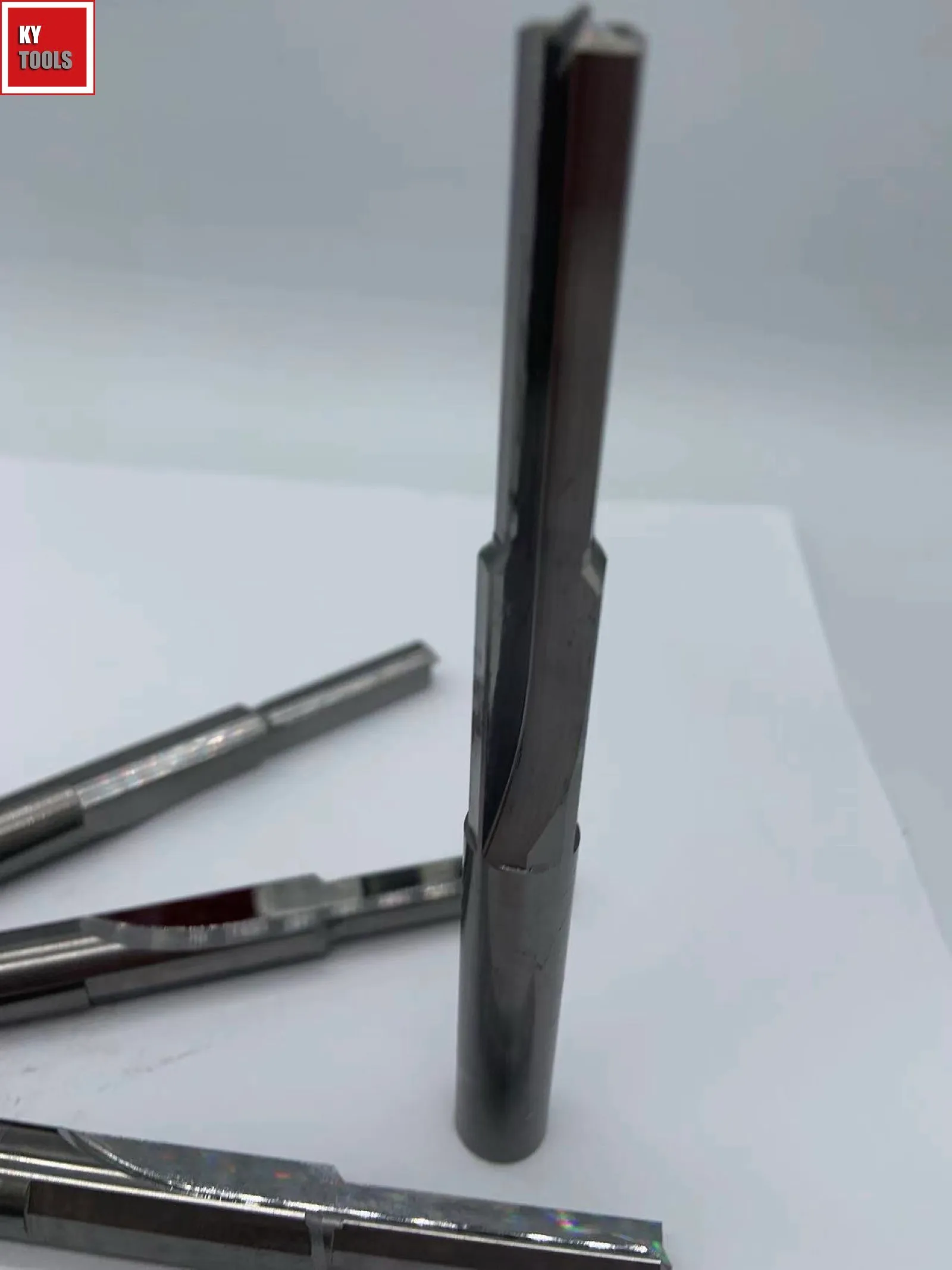


0° Spiralwinkel für präzise Bohrpositionsführung
Geradflutige Hartmetallbohrer für präzise Positionierung in spröden oder bruchanfälligen Werkstoffen. Geringere Schnittkräfte und weniger Bohrerlauf.
| Spiralwinkel | 0° (gerade) |
| Durchmesserbereich | 1–20 mm |
| Spitzenwinkel | 118° / 130° |
| Beschichtung | TiN / TiAlN |
| Schaft | Zylinder |
| Werkstoff | Vollhartmetall |

Flache Spitze für gleichmäßige Auflage und saubere Kanten
Hartmetall-Flachbodenbohrer für ebene Bohrböden, Fasen, Entgraten und präzises Versenken in einem Arbeitsgang.
| Spitzengeometrie | Flach (180°) |
| Durchmesserbereich | 3–25 mm |
| Toleranz | H7 |
| Beschichtung | TiAlN / unbeschichtet |
| Schaft | Zylinder |
| Einsatz | Flachbodenbohrungen |
Werkstoffkompatibilität
ISO-Werkstoffgruppen-Eignung je Bohrerlinie.
| Produkt | P | M | K | N | S | H |
|---|---|---|---|---|---|---|
| Vollhartmetall-Bohrer mit IKZ | ||||||
| Vollhartmetall-Bohrer | ||||||
| Modulare Bohrer | ||||||
| Stufenbohrer | ||||||
| Geradflute-Bohrer | ||||||
| Bohrer mit Flachboden |

Referenz
Tiefes Ölbohren (10xD+) in geschmiedeten Kurbelwellen — Spanstau und Ausbruchqualität kosteten 800 Löcher pro Werkzeugwechsel.