Walter Ewag AG
Walter CNC Grinders
High-precision grinding stations for complex carbide tooling geometry.
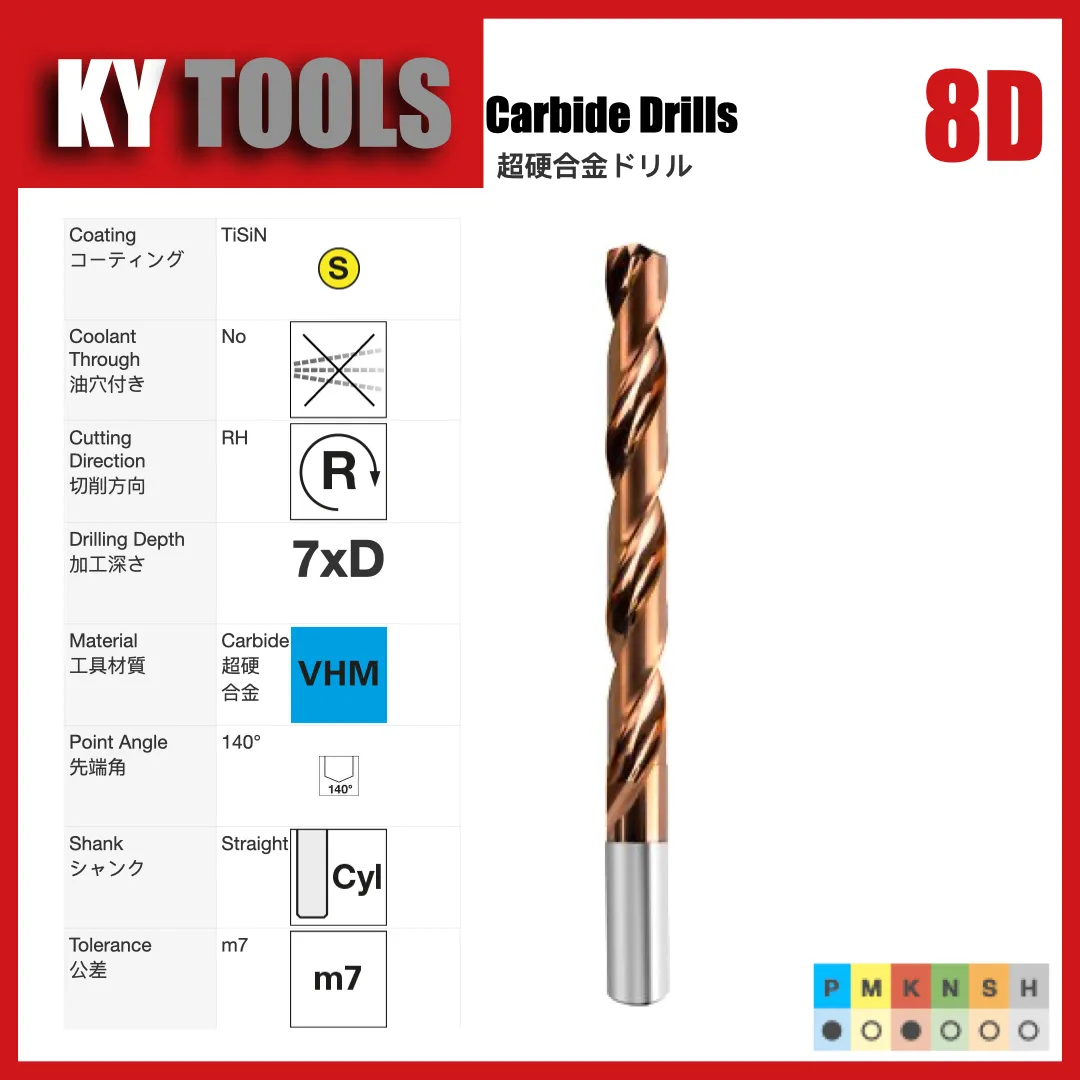
Carbide Drills
High-performance drilling for accuracy and efficiency. German geometry standards, Swiss Balzers coatings, Walter CNC precision grinding, ZOLLER inspection.
High-precision grinding stations for complex carbide tooling geometry.
Advanced multi-axis grinding for repeatable, high-volume output.
Tool measurement and inspection for micron-level accuracy on every batch.
Swiss-standard PVD coatings via Oerlikon Balzers for demanding applications.
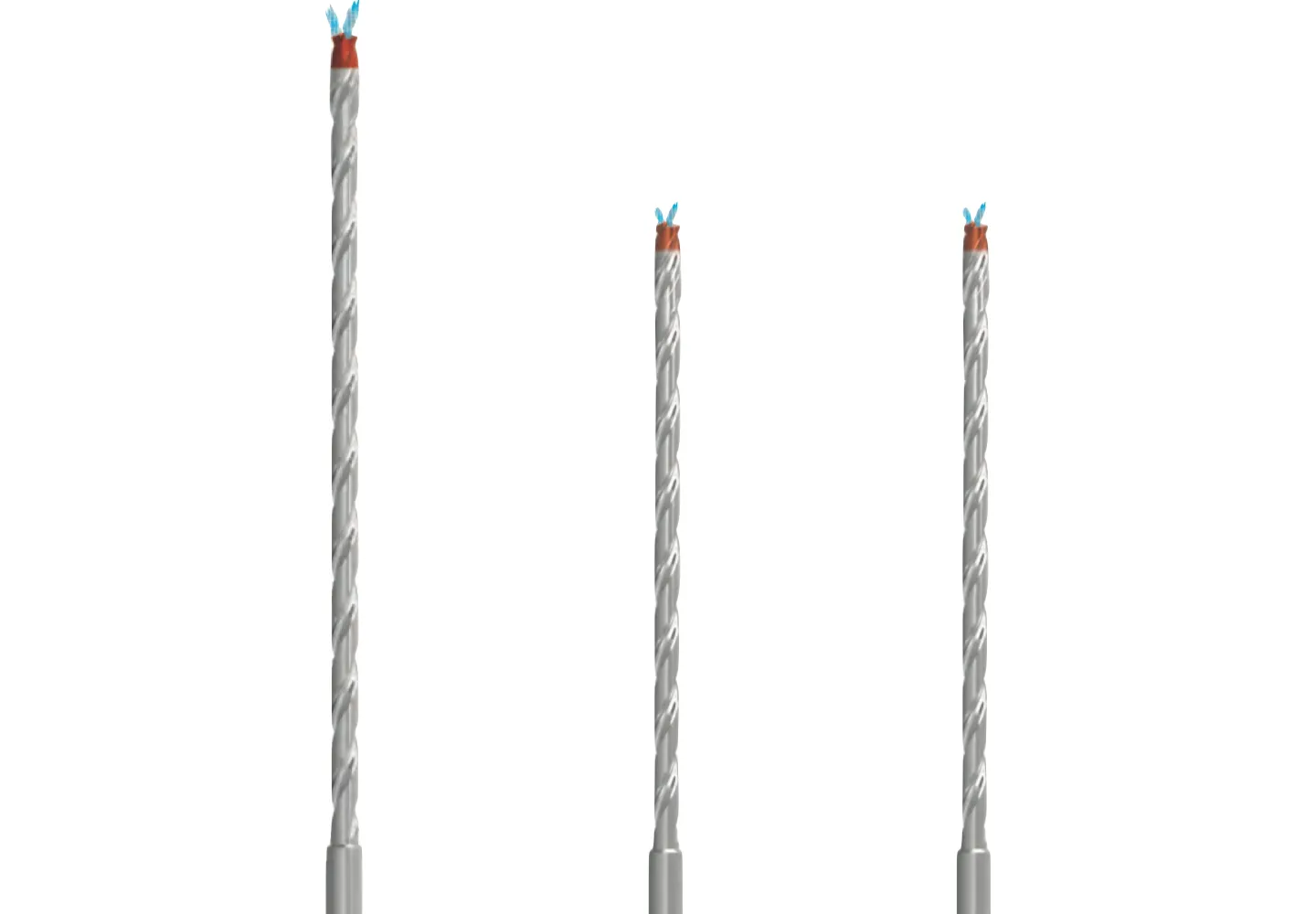


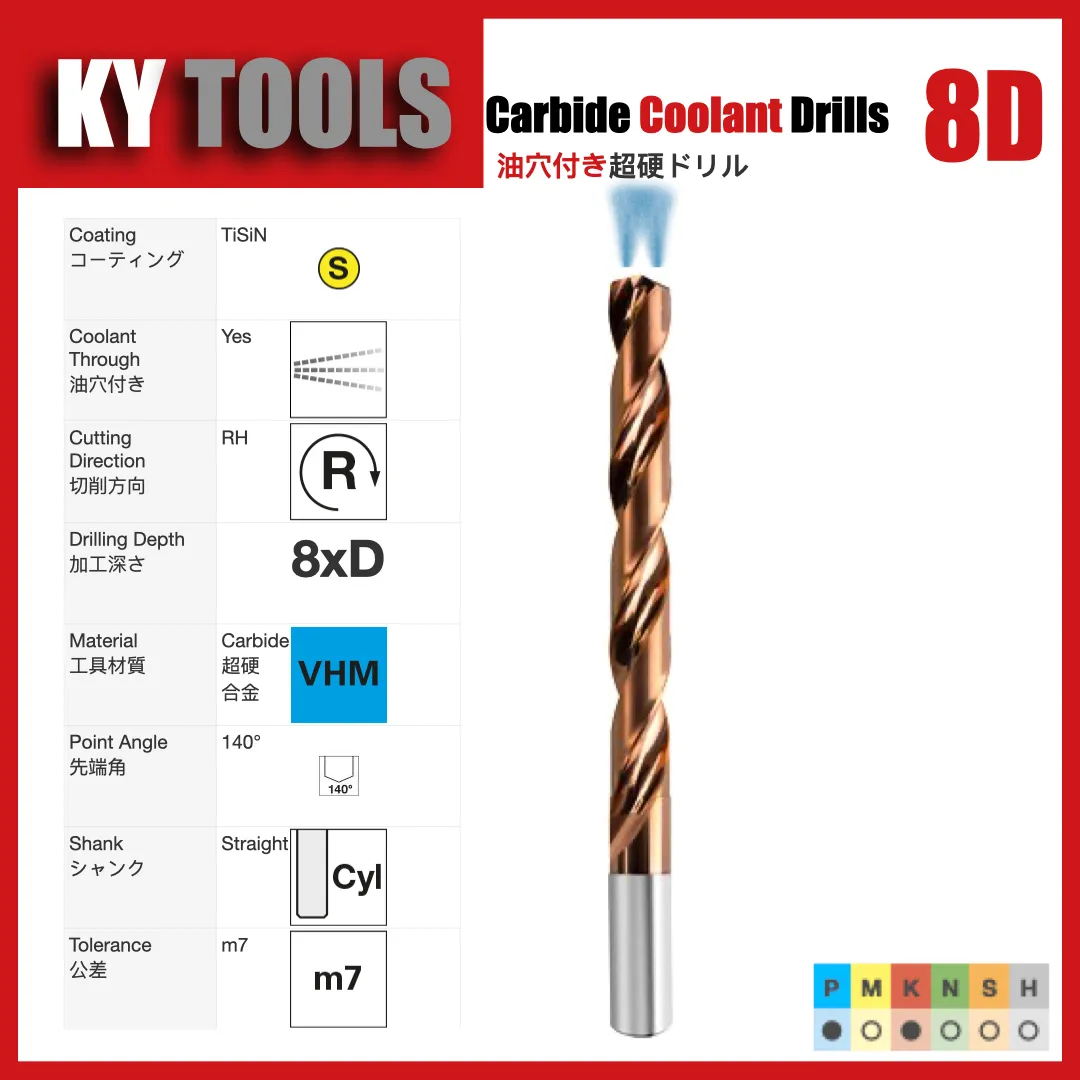



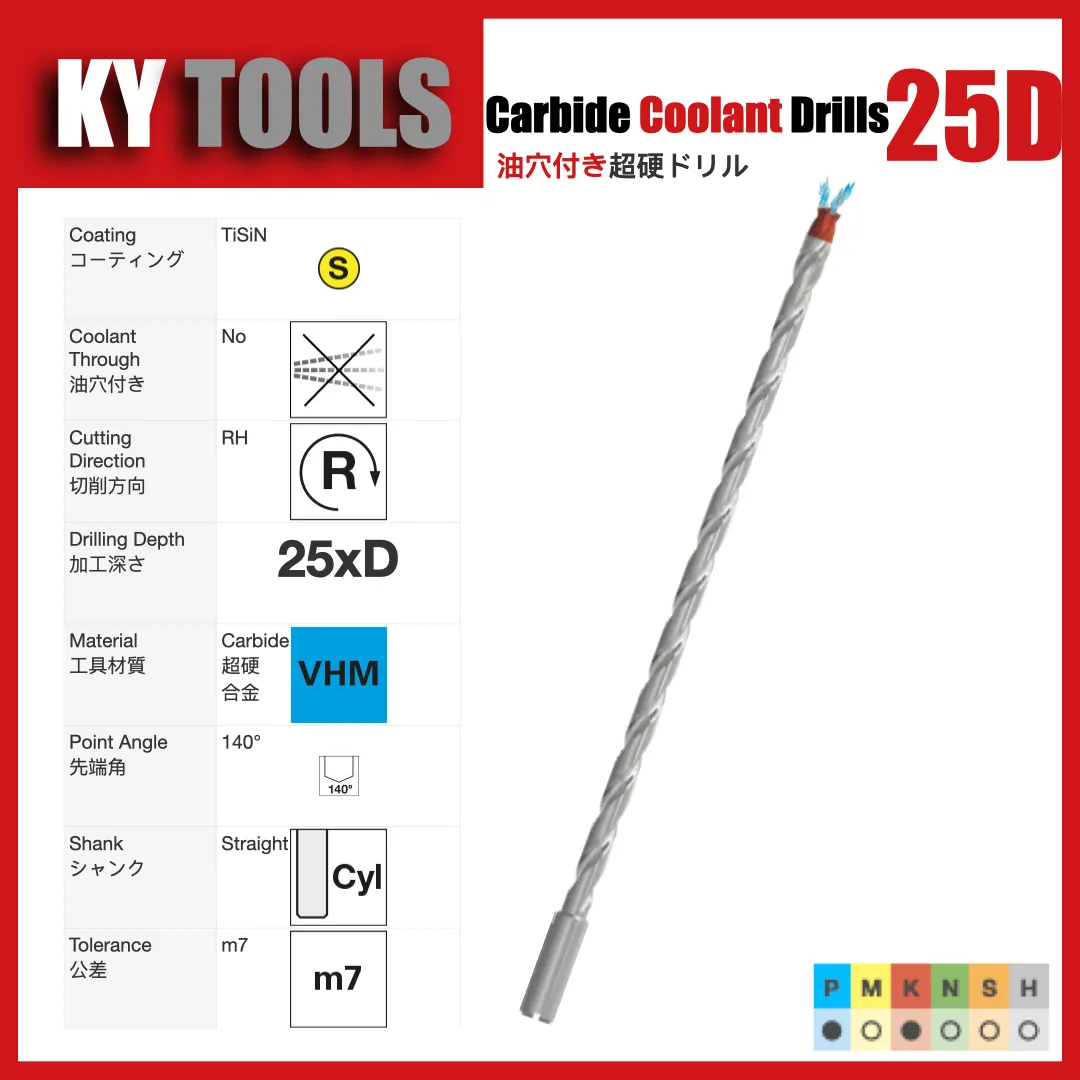
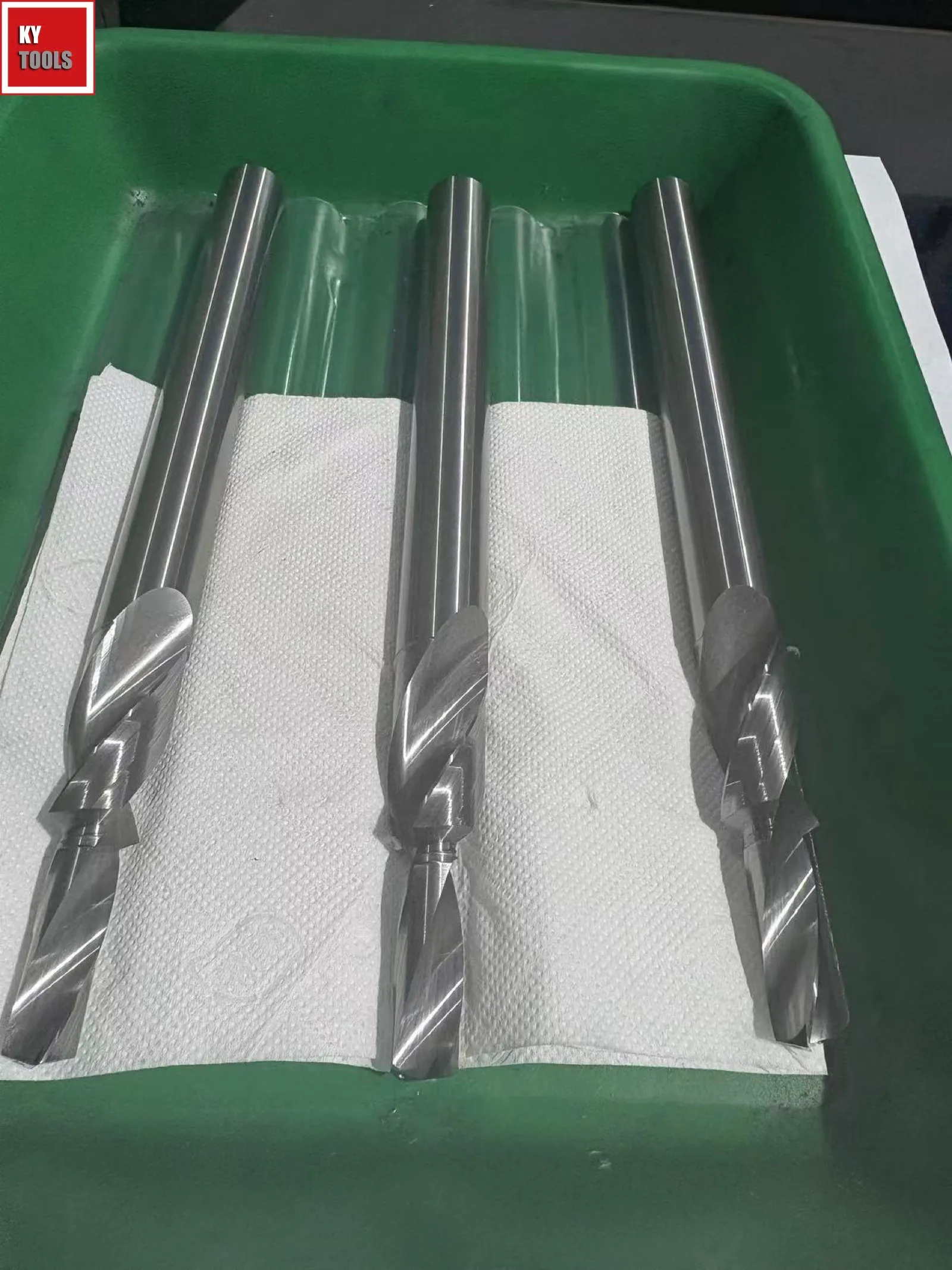
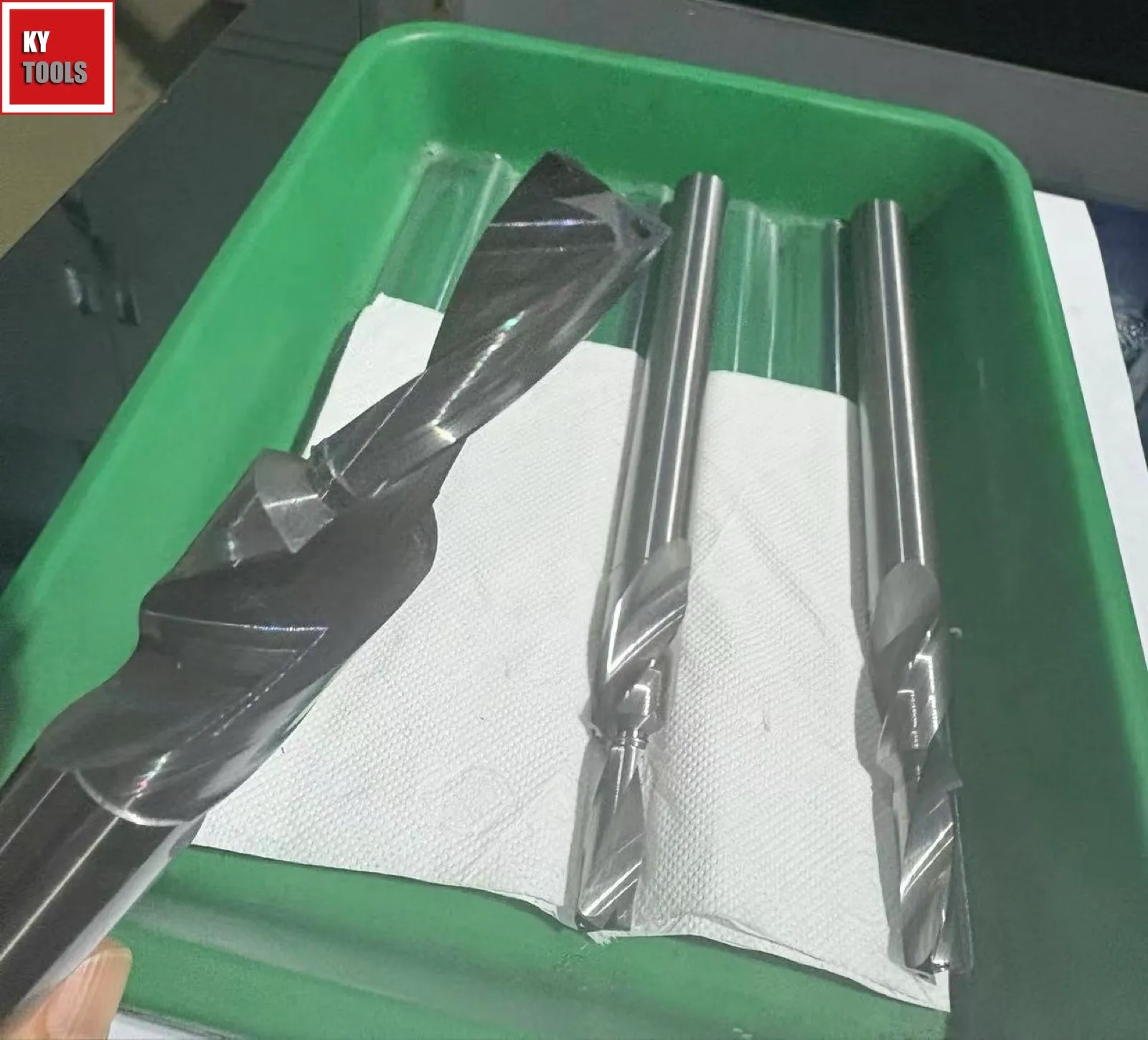
Internal coolant delivery for heat control and chip evacuation
Solid carbide drills with internal coolant channels engineered following proven German geometry standards. Available in depth ratios from 3D to 25D for deep-hole drilling in demanding materials.
| Depth Ratio | 3D · 5D · 8D · 12D · 15D · 20D · 25D |
| Diameter Range | 3–20 mm |
| Hole Tolerance | −0.010 to −0.000 mm |
| Carbide Hardness | HRA 92.5+ |
| Point Geometry | 140° / Custom |
| Coating | TiSiN / BALINIT PERTURA |

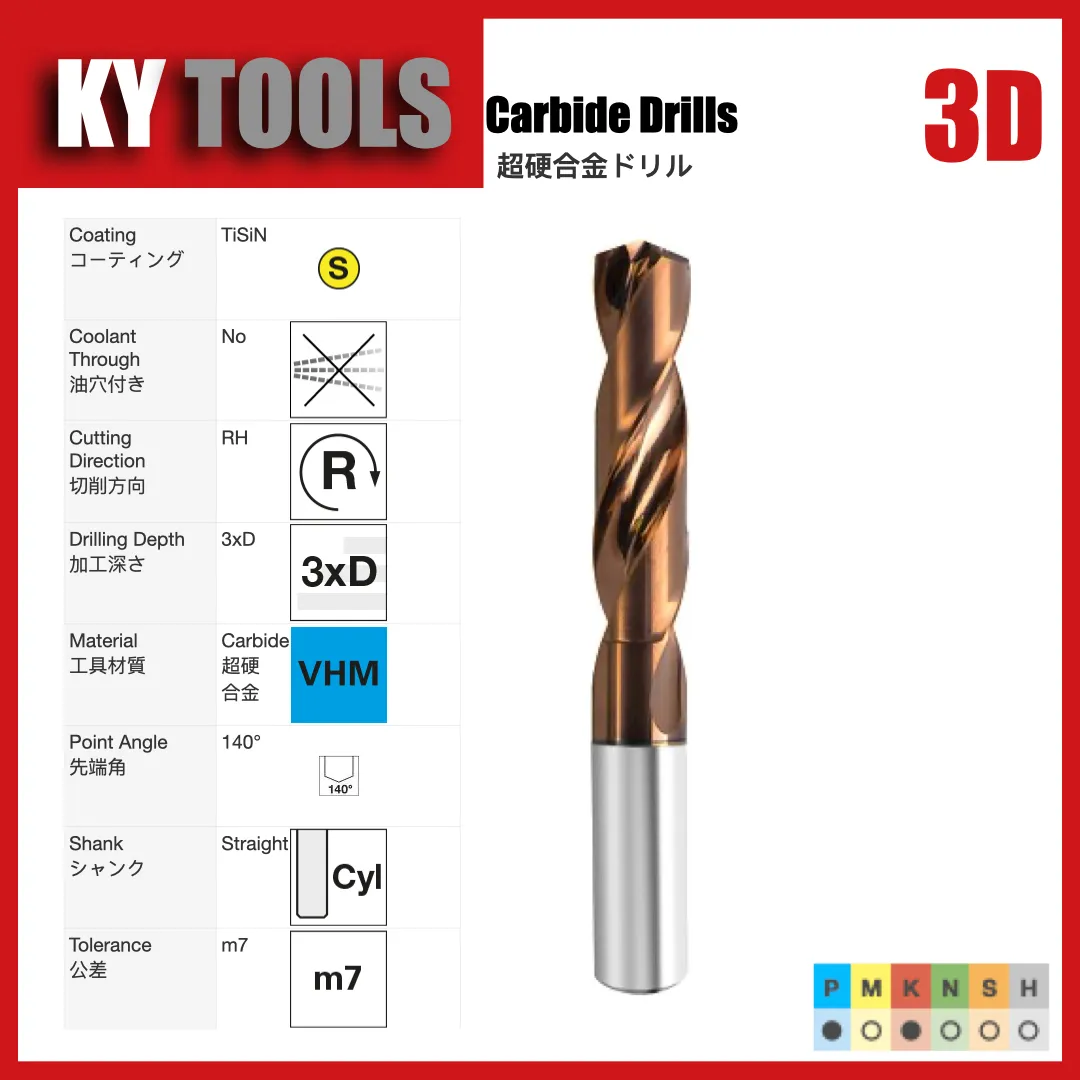

Rigid, precise drilling for consistent hole quality
Cost-effective equivalent to Sandvik / Gühring / Walter solid carbide drills. Multiple point geometries, coated and uncoated options for general precision machining.
| Depth Ratio | 3D · 5D · 8D |
| Diameter Range | 0.5–25 mm |
| Hole Tolerance | −0.010 to −0.000 mm |
| Carbide Hardness | HRA 92.5+ |
| Point Geometry | 140° / Custom |
| Coating | TiSiN / BALINIT |









Flexible configurations for fast changeovers and cost control
Replaceable-tip modular drill system for high-volume production. Multiple diameter ranges with quick setup adjustments minimize downtime and tooling costs.
| System Type | Replaceable tip |
| Depth Ratio | 3D · 5D |
| Diameter Range | 12–50 mm |
| Shank Type | Cylindrical / HSK |
| Runout | < 0.005 mm |
| Tip Material | Solid carbide |


Multiple diameter steps in a single tool
Carbide step drills combining multiple operations in one pass. Reduce tool changes and cycle time for multi-diameter hole features.
| Steps | 2–4 per tool |
| Diameter Range | 3–30 mm |
| Tolerance | H7 / H8 |
| Coating | TiAlN / TiSiN |
| Point Angle | 118° / 140° |
| Material | Solid carbide |


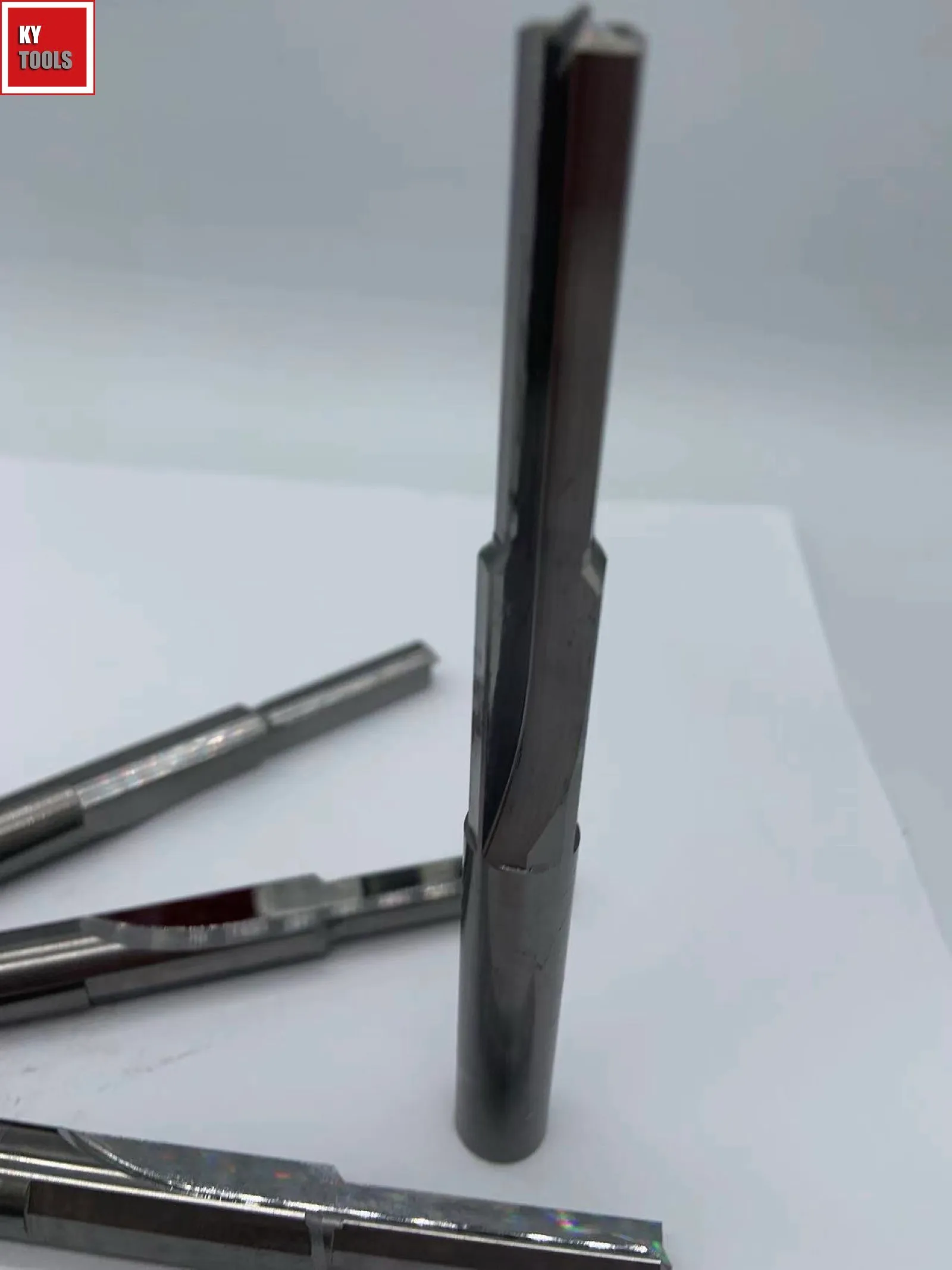


Zero helix angle for precise hole positioning
Zero-helix carbide drills for precise hole positioning in brittle or breakthrough-prone materials. Reduced cutting forces and drill walk.
| Helix Angle | 0° (straight) |
| Diameter Range | 1–20 mm |
| Point Angle | 118° / 130° |
| Coating | TiN / TiAlN |
| Shank | Cylindrical |
| Material | Solid carbide |

Flat point geometry for consistent seating and clean edges
Carbide flat-bottom drills for producing flat-bottomed holes, chamfering, deburring, and precise countersinking in one operation.
| Point Geometry | Flat (180°) |
| Diameter Range | 3–25 mm |
| Tolerance | H7 |
| Coating | TiAlN / Uncoated |
| Shank | Cylindrical |
| Application | Flat-bottom holes |
Material Compatibility
ISO material group suitability for each drill product line.
| Product | P | M | K | N | S | H |
|---|---|---|---|---|---|---|
| Carbide Coolant Thru Drills | ||||||
| Solid Carbide Drills | ||||||
| Modular Drills | ||||||
| Step Drills | ||||||
| Straight Flute Drills | ||||||
| Flat Bottom Drills |

Case Study
Deep oil-hole drilling (10xD+) on forged steel crankshafts — chip jamming and unstable exit quality were costing 800 holes per tool change.