Studium przypadku
Wiertła
1 mm Coolant-Through Drill: Micro-Bore Engineering at the Limit
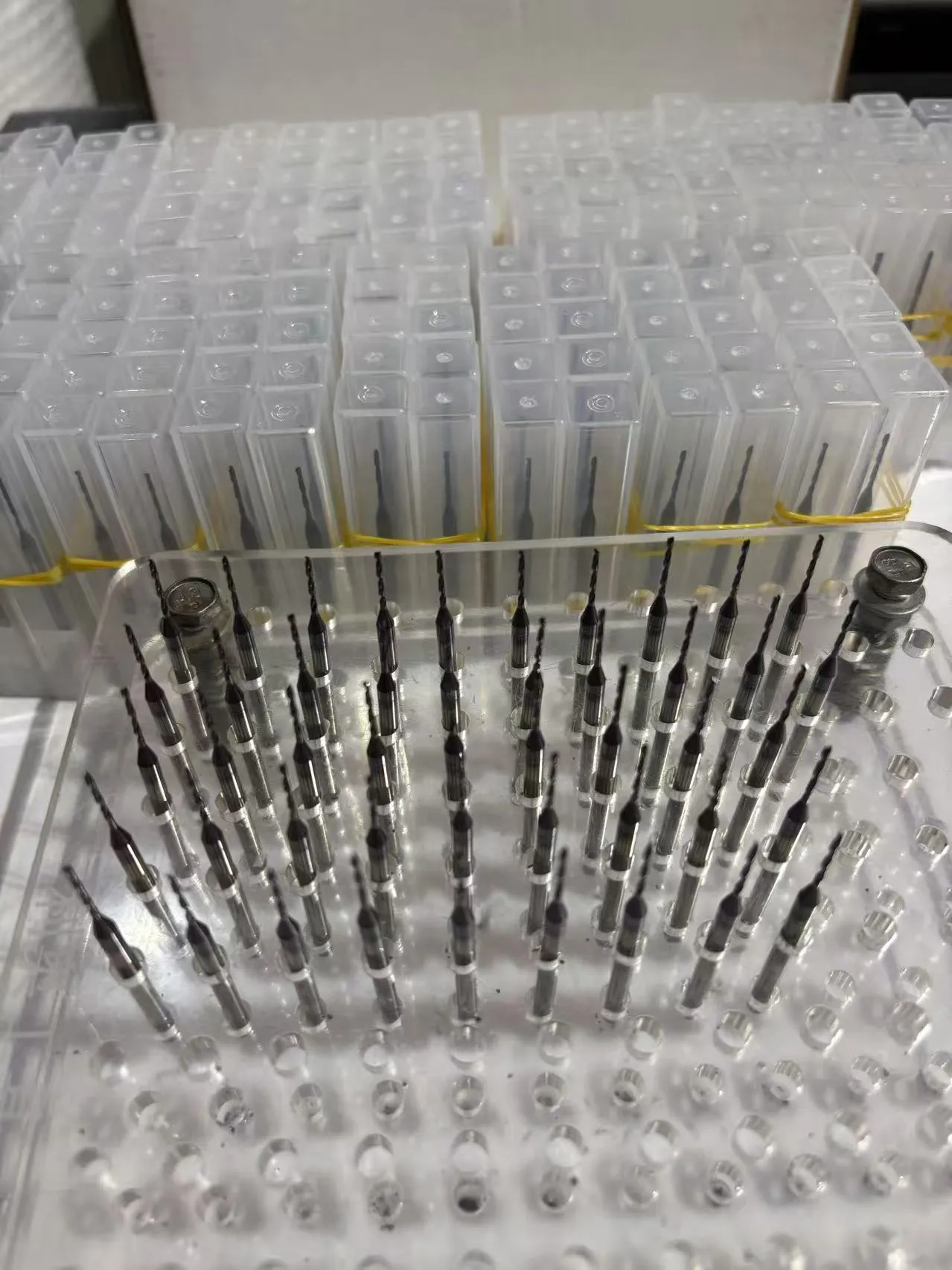
Many applications assume that “coolant-through” stops where the drill becomes too small to drill a stable central hole. At 1 mm, the web between flutes and the coolant bore is measured in hundredths of a millimetre: any eccentricity, taper, or surface defect becomes a broken tool, a scored hole, or a line stoppage.
This project documents a production-grade solid carbide coolant-through micro drill produced in our Changzhou facility. The tool is engineered so coolant is delivered through the body to the cutting zone — not merely “near” the point — enabling predictable chip flushing and thermal control in stainless and alloy steels where peck cycles alone cannot hold tolerance.
Manufacturing combines precision flute and point grinding with a controlled micro-bore process and 100% dimensional verification. The result is a repeatable platform for medical electronics, precision instrumentation, and other sectors where through-tool coolant at sub-2 mm diameters is the difference between a stable process and scrap.
We consider this class of tool part of the frontier of carbide drilling: fewer than a handful of global suppliers can combine ø1 mm, coolant-through, and batch consistency. If your print demands internal coolant at micro diameters, send the material, depth, and coolant pressure — we will qualify feasibility with clear, engineering-led feedback.
Narzędzia specjalne
Omów swoje następne narzędzie specjalne
Prześlij rysunki, materiał i docelowy czas cyklu. Zespół aplikacyjny zwykle odpowiada w jeden dzień roboczy z informacją o wykonalności i kolejnych krokach.