
A tier-1 automotive supplier was achieving only 800 holes per regrind on crankshaft oil-hole drilling before switching to our custom coolant-thru carbide drills. The result: 1,720 holes — a 115% improvement in tool life with better process stability and no change to spindle speed or feed rate.
Crankshaft oil-hole drilling is one of the most demanding operations in automotive powertrain machining. The holes are long and narrow (typically above 10×D), the workpiece material is hard and tough forged steel or ductile iron, and the consequence of a broken drill mid-production is a scrapped crankshaft worth hundreds of dollars. When a tier-1 automotive supplier approached us, their existing drill was achieving 800 holes before requiring regrind — and breaking unpredictably before that number was consistently reached.
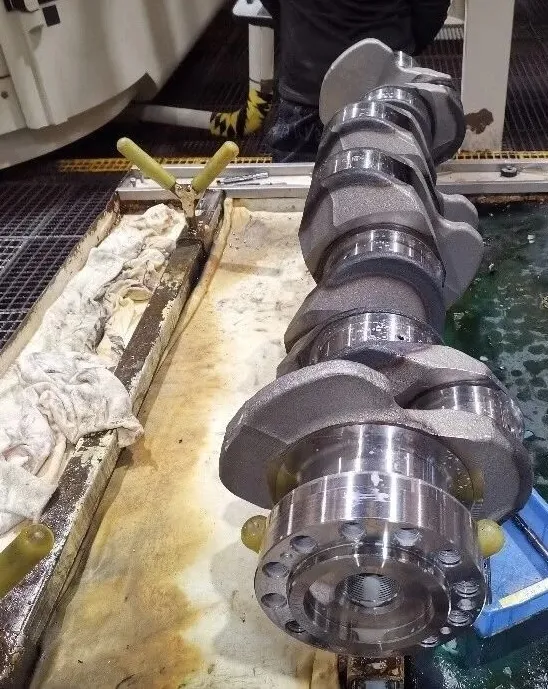
The Challenge: Deep Oil Holes in Hard Forged Steel
Crankshafts are typically manufactured from forged high-strength steel (e.g. 42CrMoS4) or ductile cast iron (GGG70). Both materials combine high hardness with significant toughness — the worst combination for deep-hole drilling. As the drill enters beyond 5×D, chip evacuation becomes the dominant failure mode: chips pack in the flutes, friction increases, heat concentrates at the tip, and the drill either breaks or rapidly loses cutting edge integrity.
The customer's existing process used a competitor's solid carbide coolant-thru drill at S2800 RPM (Vc 70 m/min), F616 mm/min feed (Fn 0.22 mm/r). On paper, the parameters were reasonable. In practice, tool life was erratic — sometimes 800 holes, sometimes a premature breakage. The inconsistency was the root problem: in mass production, unpredictable tool life is as costly as short tool life.
Our Solution: Custom Coolant-Thru Drill with Optimised Geometry
We designed a custom solid carbide coolant-thru twist drill specifically for this crankshaft oil-hole application, keeping the customer's existing spindle parameters unchanged (no process re-qualification required). The design focused on four areas where the competitor tool was falling short.
- Wider chip pocket with optimised flute geometry — the primary cause of packing failures in deep-hole drilling is insufficient chip volume; our redesigned flute cross-section increases chip pocket area by approximately 18% at the same core diameter.
- Polished flute surfaces — mirror-finish flute grinding reduces chip-to-flute friction, lowering the cutting temperature and allowing chips to evacuate more freely without welding to the tool surface.
- Specialised core design balancing rigidity and chip flow — the core taper is engineered to provide maximum stiffness near the tip (where deflection failure occurs) while thinning progressively toward the shank to maintain chip flow volume.
- Arc-type flank + special chisel edge + curved cutting edge — reduces the thrust force at entry by up to 25% compared to conventional geometry, critical for crankshaft applications where axial loads cause workpiece deflection in deep holes.
- Fine-ground margin — reduces the contact area between the drill margin and the hole wall, cutting friction-induced heat generation and preventing the cold-welding that causes tight chip packing in ductile iron.
Process Data & Result Comparison
The comparison was run on the customer's existing CNC machining centre, using identical spindle speed (S2800), cutting speed (Vc 70 m/min), feed rate (F616 mm/min), and feed per revolution (Fn 0.22 mm/r). MQL (minimum quantity lubrication) was used for both trials. The only variable changed was the drill.
- Competitor drill: 800 holes per regrind (unstable, prone to early breakage)
- Solid Carbide Direct drill: 1,720 holes per regrind (stable, consistent)
- Total cutting distance improved: 63m → 136m per regrind
- Breakage incidents: eliminated across the full production trial
- Process change required: none — same RPM, feed, and MQL setup
Why Coolant-Thru MQL Is the Right Strategy for This Application
Flood coolant is intuitively appealing for deep-hole drilling — more coolant means more cooling, right? In practice, for holes above 8×D in tough steel or ductile iron, flood coolant is often counterproductive. At depth, the coolant column cannot clear chips effectively; chips re-circulate in the hole, increasing abrasion and occasionally welding to the cutting edge. Internal coolant (through the drill body) combined with MQL delivers lubricant and compressed air directly to the cutting zone, using pneumatic force to eject chips upward and out of the hole rather than relying on the flute geometry alone.
MQL also reduces the volume of cutting fluid required by over 95% compared to flood systems, lowering operating costs, reducing coolant disposal overhead, and supporting cleaner production objectives that are increasingly mandatory for tier-1 automotive suppliers operating under ISO 14001 and green manufacturing frameworks.
Procurement Recommendation
If your facility is running crankshaft, camshaft, or connecting rod oil-hole operations — or any deep-hole drilling application above 8×D in forged steel or ductile iron — we recommend evaluating a geometry-optimised custom coolant-thru drill before accepting your current tool life as a baseline. In most cases, a targeted geometry redesign delivers measurable improvements without requiring any process re-qualification.
Related Products — Coolant-Thru Carbide Drills
Internal coolant channel drills from 3×D to 25×D. ø3–20mm. 113 SKUs. Same technology used in this crankshaft case study.
12×D depth ratio — the series used for crankshaft oil holes. Individual SKU pages with full cutting parameter guides.
8×D for connecting rod oil holes and deep features in cast iron or steel. High-volume automotive applications.
For high-volume production lines where insert changeover time is critical. 3D–10D, ø10–32mm. HCD insert + shank system.
Full drill range: coolant-thru, solid carbide, modular, flat drills. Factory direct, MOQ 1 piece.
Technical Specifications Summary
- Workpiece material: Forged high-strength steel / ductile iron (GGG70)
- Application: Crankshaft oil-hole drilling — depth > 10×D
- Spindle speed: S2800 RPM
- Cutting speed: Vc 70 m/min
- Feed rate: Vf 616 mm/min
- Feed per revolution: Fn 0.22 mm/r
- Coolant: MQL (minimum quantity lubrication)
- Tool life before: 800 holes / 63m (competitor, unstable)
- Tool life after: 1,720 holes / 136m (Solid Carbide Direct, stable)
- Improvement: +115% tool life, zero breakage incidents in trial
Schlagwörter